سی ان سی برش پلاسما – اصول و مبانی :

اگر به فکر ورود به دنیای سی ان سی برش پلاسما هستید ، ابتدا باید با برخی از مفاهیم و کاربردهای آن آشنا شوید.
و باید بدانید که دستگاه CNC برش پلاسما چیست و چگونه کار می کند ؟
همینطور باید بدانید که چگونه می توانیم برش های دقیق ، تمیز و یک دستی را ایجاد کنیم .

محصولات سها:
میز های اسپید 2040
برای پاسخ بهتر به تمامی سوالات مخاطبان محترم ، مطالب مربوط به سی ان سی برش پلاسما مطابق فهرست زیر ارائه می گردد :
- پلاسما چیست
- پلاسما در طبیعت و کاربرد های آن
- سی ان سی برش پلاسما
- مزایای روش برش توسط سی ان سی برش پلاسما نصبت به روش های دیگر
- ضخامت برش در برش پلاسما
- نوع گاز مورد استفاده در برش پلاسما
- انواع تورچ (مشعل) پلاسما
- تقسیم بندی تورچ ها با توجه به کارایی
- تقسیم بندی تورچ ها با توجه به مدل
- طبقه بندی تورچ های پاسما از روی آمپراژ
- سیستم خنک کننده
- نمایش شماتیک فرایند برش قوس پلاسما
- ویژگی های کیفی فرآیند برش قوس پلاسما
- مولفه های مهم در انتخاب دستگاه سی ان سی برش پلاسما
- پارامتر های تاثیر گذار در فرآیند برش پلاسما
پلاسما چیست :
آیا می دانید که در ماده، بجز سه حالت اصلی ( جامد ، مایع و گاز ) حالت چهارمی نیز وجود دارد؟
حالت چهارم ماده پلاسما می باشد.
همانطور که میدانید زمانیکه یخ به اندازه کافی گرم شود ذوب می گردد و آب تشکیل می دهد بنابراین از حالت جامد به مایع تغییر می کند. (در حالت جامد ماده دارای شکل و حجم مشخص می باشد و در حالت مایع حجم ثابت اما شکل ظرف را بخود می گیرد .)
وقتی آب تا 100 درجه سانتیگراد گرم می شود آب از مایع به گاز تبخیر می شود (در حالت گاز ذرات ماده از یکدیگر دورتر هستند و شکل و حجم ثابتی ندارد)
اما برای برخی از مواد، اگر به اعمال گرما به شکل گازی آنها ادامه دهیم. ممکن است تغییر حالت دیگری رخ دهد ، در اینحالت مواد می توانند از حالت گاز به حالت دیگری از ماده به نام پلاسما تبدیل شوند .
برای اینکه این تغییر حالت رخ دهد ، باید گرمایی بسیار زیاد اعمال شود . هنگامی که گرما به اندازه کافی زیاد باشد، الکترون ها از اتم های مربوطه جدا می شوند و الکترون های آزاد و یون های مثبت ایجاد می کنند .
اگرچه آنها هر دو ذرات منفی و مثبت میباشند، اما پلاسما به طور کلی خنثی است. زیرا مقادیر مساوی از ذرات با بار مخالف وجود دارد. و از آنجایی که الکترون های آزاد وجود دارند، مواد به شکل پلاسما می توانند الکتریسیته را هدایت کنند (این همان چیزی است که گاز را از پلاسما متمایز می کند)
برای درک بهتر ماهیت پلاسما ، از شما دعوت می کینم به ویدئو زیر که توسط همکارانمان در مجموعه سهاتک جمع آوری و زیرنویس گردیده است توجه فرمائید :
پلاسما چیست (خواص ماده در شیمی)
نسخه اصلی این ویدئو را بدون زیرنویس فارسی نیز، می توانید در یوتیوب و از این لینک مشاهده فرمائید.
پلاسما در طبیعت و کاربرد های آن :
نمونه های طبیعی از پلاسما را می توان در رعد و برق و شفق شمالی مشاهده کرد و اگر بخواهیم فراتر از سیاره زمین برویم، در واقع ستاره ها نیز به شکل پلاسما می باشند.
کاربردهای پلاسما نیز می توان در انواع مختلف مشاهده نمود ، از جمله لامپ های فلورسنت ، تابلوهای نئون ، تلویزیون های پلاسما و البته برش های پلاسما که موضوع بحث امروز ما می باشد.
برش پلاسما :
در حالت جامد ، مایع و گاز ، می توان دما را از روی سرعت نوسان ذرات تشکیل دهنده ماده تعیین کرد که قالبا باعث ایجاد محدودیت های فراوانی در بالا بردن دما می گردد.
اما در پلاسما دما از روی جدایش یونهای مثبت از الکترون ها تعریف می شود که در این حالت می توان به دما های بسیار بالا دست یافت.
(درحالت برش پلاسما دمای آن به حدود 20000 درجه سانتی گراد و سرعت آن به سرعت صوت میرسد)
این امر باعث می گردد که در صنعت، پلاسما به راهکاری مناسب برای برشکاری و جوشکاری ، تبدیل گردد.
سی ان سی برش پلاسما :

سی ان سی برش پلاسما
سی ان سی برش پلاسما ، به برش فلزات با استفاده از یک مشعل که از طریق رایانه کنترل می گردد اطلاق میشود.
در برش های پلاسما ، گاز بصورت فشرده شده و با فشار و سرعت بالا از طریق یک نازل یا مشعل (torch) خارج گردیده و با اعمال یک قوس الکتریکی گاز یا پلاسما یونیزه شده (حالت چهارم ماده) ایجاد می شود.
برخورد این یون ها با سطح کار گرمای زیادی تولید می نماید (حدود 20000 درجه سانتی گراد) که باعث ذوب محل برخورد می گردد و با توجه به اینکه این یون ها شدت و سرعت بسیار زیادی دارند (سرعتی نزدیک به سرعت صوت)، باعث جداشدن خودکار مذاب ایجاد شده از سطح کار می شوند.
مزایای روش برش توسط سی ان سی برش پلاسما نصبت به روش های دیگر برش از جمله هوا گاز:
- سرعت بالا (5 تا 10 برابر هواگاز)
- دقت بالا
- عدم ایجاد تراشه فلزی
- قابلیت برش انواع فلزات ( در برش هوا گاز تنها قادر به برش آهن می باشیم )
- در برش پلاسما فقط مقطع برش گرم می شود و این امر از تابیدن قطعه در اثر گرما جلوگیری می کند
- در برش هواگاز در صورت برش با سرعت نامناسب امکان اکسید شدن قطعه کار وجود دارد که این مشکل در برش پلاسما وجود ندارد.
ضخامت برش در برش پلاسما :
در برش دهنده های پلاسما ، دو عدد برای نشان دادن ضخامت برش آن مورد استفاده قرار می گیرد :
اولی کات می باشد که نشان دهنده میزان ضخامت برش با شروع از لبه ورق می باشد.
دومی پیرس که نشان دهنده میزان ضخامت برش با شروع از وسط ورق می باشد.
نوع گاز مورد استفاده در برش پلاسما :
نوع گاز در برش پلاسما بسته به کیفیت مورد نیاز در برش و نوع ورق کار تعیین می گردد .
- عموما در پلاسما از هوا فشرده استفاده می گردد که گزینه مناسبی برای برش بر روی فولاد نرم می باشد اما در فولاد زنگ زده و آلومینیوم برشی خشن ایجاد می کند .
- مخلوط آرگون و هیدروژن برای برش های فولاد زنگ زده و آلومینیوم کاربرد بیشتری دارد و برشهایی با کیفیت تر ایجاد می کند.
- گازهای دیگری از جمله نیتروژن و متان اغلب برای برش فولاد ضد زنگ نازک استفاده می شود .
انواع تورچ (مشعل) پلاسما :
تورچ های پلاسما یا همان مشعل های پلاسما نیز مانند هر تکنولوژی دیگری در ابتدای ورود به چرخه صنعتی بزرگ ، گران ، با کیفیت و سرعت کمی بوده است اما به مرور زمان کوچک تر ، با دقت تر ، مقاوم تر ، ارزان تر و در عین حال تخصصی تر گردید و با توجه به کارایی های مختلفی که در صنعت می توانست داشته باشد به انواع مختلفی تقسیم گردید.
تقسیم بندی تورچ ها با توجه به کارایی :
- دستی و یا اتوماتیک
- مصارف کارگاهی و کوچک و یا صنعتی
- آب خنک و یا هوا خنک
- برای برش فولادی مسطح یا درآوردن جوش از روی یک لوله
- برای استفاده در برش و یا گوجینگ (gouging)
با توجه به کارایی در صنعت، تورچ ها به مدل های زیر تقسیم بندی می شوند :
-
مشعل 75 و یا 90 درجه دستی کوتاه با طول 10 تا 12 اینچ :
این مشعل سنتی برش می باشد و از ابتدای معرفی پلاسما بصورت تجاری در 40 سال پیش معرفی گردیده است و می تواند به راحتی اکثر کارهای برش را انجام دهد.

مشعل 75 و یا 90 درجه دستی
-
مشعل 15 درجه دستی :
طراحی صاف تر، دید بیشتر و کنترل بهتر قوس را فراهم می کند و در عین حال دست شما را از گرمای زیاد تولید شده دور نگه می دارد همانطور که مشخص است زاویه این مشعل بسیار کم بوده و برای gouging و یا برش گوشه ها استفاده می گردد.

مشعل 15 درجه، مناسب برای بریدن و برش در گوشه ها
-
مشعل های بلند 45 درجه و 90 درجه دستی با طول 2 الی 4 فوت :
این مشعل برای کارهایی است که نمی خواهید به قطعه کار نزدیک شوید یا برای کارهایی مانند اسقاط و برش اسکلت و این کارها را بدون خم شدن امکان پذیر می کند. مشعل های بلند همچنین برای بریدن وسایل در بالای سرتان، مانند سقف، بدون نیاز به بالا رفتن از نردبان مفید هستند.

مشعل های 2 و 4 فوتی ساخته شده برای برش دستی
-
مشعل ماشین تمام قد 180 درجه مخصوص برش مکانیزه :
این مشعل یک مشعل سنتی مناسب برای استفاده در ابزارهای اتوماسیون قابل حمل و همینطور اکثر انواع میزهای CNC است.

مشعل 180 درجه تمام قد
-
مشعل مینی ماشین 180 درجه مخصوص برش مکانیزه :
مشعل کوچک تقریباً طول آن 7 اینچ است (در مقایسه با یک مشعل تمام قد با طول حدودا حدود 16 اینچی ) آن را برای میزهای کوچکتر CNC و برش لوله ایده آل می کند.

مشعل مینی 180 درجه
-
مشعل برش رباتیک :
بر خلاف مشعل های طراحی شده برای برش مکانیزه، مشعل های رباتیک وزن کمتری دارند، کوچک تر است (هم کوتاهتر و هم نازکتر) و دارای ویژگی هایی مانند برآمدگی ها و شیارها، سوراخ ها و گیره ها هستند. این ویژگیها، قرار دادن مشعل را روی بازوی رباتیک آسانتر و سریعتر میکند و تضمین میکند که در حین برش، ناخواسته از جای خود خارج نمیشود. این مشعل ها به همه شکل از قبیل کاملاً مستقیم تا L شکل و غیره ، با توجه به نیاز وجود دارد.

مشعل مخصوص تجهیزات رباتیک
تورچ های پلاسما از جنبه های دیگری از جمله آمپراژ نیز تقسیم بندی می گردند :
این تورچ ها از نظر نوع صنعت مورد استفاده به مدل ها 30-50-80-141-150 آمپر تقسیم می گردند، که انواع 30-50-80 آمپر آن در امور سبک گارگاهی و ورق های نازک مورد استفاده دارد و تورچ های 141 و 150 آمپر بیشتر در کاربردهای صنعتی و برش ورق هایی با ضخامت زیاد مورد استفاده قرار می گیرد.
سیستم خنک کننده :
تورچ در دستگاه های برش CNC پلاسما ، بصورت آب خنک و یا هوا خنک می باشد .
نمایش شماتیک فرایند برش قوس پلاسما :
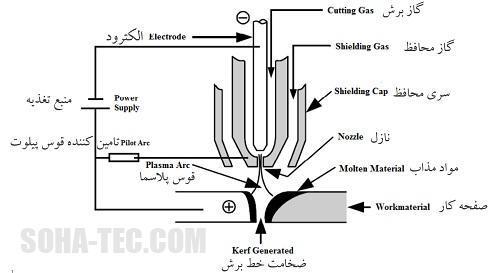
فرایند برش قوس پلاسما
ویژگی های کیفی فرآیند برش قوس پلاسما
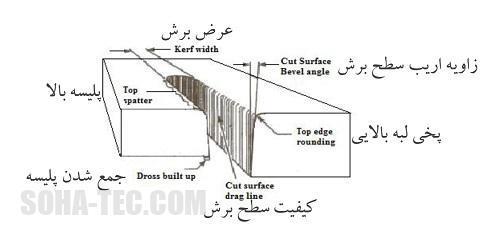
مولفه های نشان دهنده کیفیت در فرآیند برش قوس پلاسما
مولفه های مهم در انتخاب دستگاه سی ان سی برش پلاسما :
- زاویه کونیک : تغییر قطر سوراخ در ضخامت های مختلف برش.
- کرف یا Kerf : کوچکترین شعاع قابل برش که وابسته به ورقه و ضخامت کار است.
- سرعت برش
- منطقه متاثر از حرارت HAZ کوچکتر
- تولید پلیسه : تولید پلیسه کمتر باعث ایجاد کاری با کیفیت تر می گردد که نیاز به ماشین کاری را پس از اتمام برش کاهش میدهد.
- کنترل ارتفاع پلاسما : با توجه به احتمال وجود قوس و خم هایی بر روی ورق فلز و نزدیک بودن تورچ پلاسما به ورق. احتمال برخورد آن با ورقه فلزی و ایجاد آسیب، بسیار زیاد می باشد.
لذا توصیه می گردد از دستگاه های سی ان سی با کنترل ارتفاع خودکار جهت بالا بردن کیفیت کار استفاده گردد .
جهت آشنایی بیشتر با کنترل ارتفاع پلاسما می توانید با کلیک بر روی لینک به مقاله مربوطه در این مورد مراجعه فرمائید .
پارامتر های تاثیر گذار در فرآیند برش پلاسما
ولتاژ قوس ، جریان قوس ، سرعت برش ، نرخ جریان گاز ، فاصله تورچ تا قطعه کار و غیره
- با افزایش جریان و ولتاژ قوس حرارت بیشتری تولید می گردد، اما منطقه تحت تاثیر گرما و در نتیجه افزایش عرض کرف می گردد و مقدار کمتری از جریان و ولتاژ قوس نتایج با کیفیت تری را ارائه می دهد .
- سرعت برش عمدتا به ضخامت ورق کار، که باید برش داده شود بستگی دارد ، از طرفی افزایش سرعت نیز باعث کاهش کیفیت کار می گردد، در نتیجه با افزایش ضخامت ورق، سرعت کار کمتر شده و در نتیجه تایج بهتری حاصل می شود.
- فشار گاز نقش مهمی در از بین بردن مواد مذاب از کرف تولید شده دارد. سطح پایینتر فشار گاز منجر به تشکیل پلیسه در سمت بالا میشود، در حالی که سطح بالاتر منجر به تشکیل پلیسه در لبه پایین خواهد شد.
- سرعت جریان گاز پلاسما باید با توجه به میزان جریان گاز و قطر سوراخ نازل تنظیم شود. اگر جریان گاز برای قطر سوراخ نازل خیلی کم و یا خیلی زیاد باشد، قوس شکسته می شود و دو قوس پشت سر هم تشکیل می شود، الکترود به نازل و نازل به قطعه کار، که ممکن است منجر به ذوب نازل گردد.
- ارتفاع قرار گیری تورچ باید نزدیک به سطح قطعه کار باشد. زیرا فاصله ایستادن بالاتر بر زبری سطح و زاویه اریب سطح برش تأثیر می گذارد
- تأثیر هندسه نازل: مشخص شده است که نازل با طول کوتاه تر، قوس نازک تر و داغ تری نسبت به نازل با طول بزرگتر ایجاد می کند
دستگاه سی ان سی برش پلاسما سهاتک
منابع :
مفید بود؟
0%
با امتیازدهی به مطالب به ما در بهبود سایت خود کمک نمایید.