آرشام تاج بخش
آوریل 27, 2022
294
مسترکم (MasterCAM) مسترکم (MasterCAM) یکی از قدیمی ترین نرم افزارهای ساخت به کمک کامپیوتر (CAM) می باشد. معرفی : مسترکم (MasterCAM) علاوه بر دارا بودن امکانات جامع یک نرم افزار CAM. دارای قابلیت های طراحی و مدل سازی نیز می باشد. این امر باعث میگردد که این نرم افزار در رده CAD/CAM طبقه بندی گردد. از شروع به عرضه این برنامه بیش از 35 سال میگذرد. اما بدلیل ارائه محصولاتی با کیفیت و مقرون به صرفه توسط این کمپانی. همچنان این محصول یکی از گزینه های اصلی صاحبان ماشین های CNC می باشد. هرچند در سال های اخیر با …
بیشتر بخوانید »
آرشام تاج بخش
آوریل 26, 2022
1,965
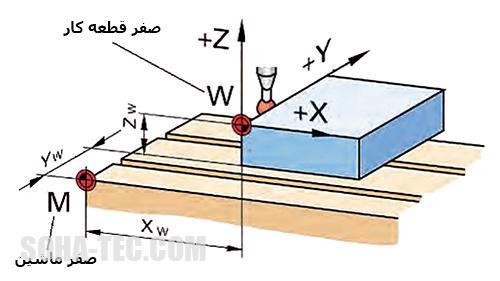
نقطه صفر (Zero Point) نقطه صفر (Zero Point) در منابع مختلف به نامهای : Workpiece zero point، Work part zero point و نقطه صفر قطعه کار نیز شناخته می شود . این نقطه بمنظور نشان دادن نقطه صفر قطعه کار و جهت شروع بکار عملیات ماشین کاری از آن نقطه مورد استفاده قرار می گیرد. تعریف : نقطه صفر (Zero Point) برعکس نقطه هوم که همیشه ثابت بود، توسط سازنده دستگاه تعیین می گردد. نقطه صفر کار ، نقطه ای غیر ثابت می باشد که در هر بار چیدمان قطعه کار بر روی میز CNC مجددا باید برنامه ریزی …
بیشتر بخوانید »
آرشام تاج بخش
آوریل 26, 2022
553
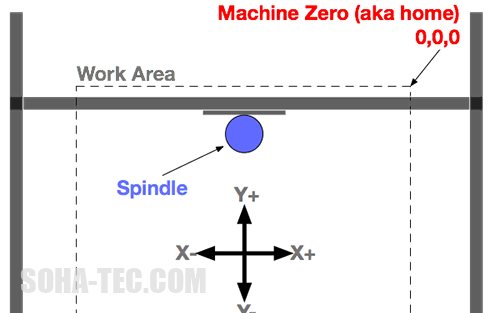
نقطه هوم (Home Position) نقطه هوم (Home Position) که در برخی از منابع به آن نقطه مرجع ماشین(machine reference point) نیز می گویند، به عنوان نقطه مرجع جهت تعیین مختصات نسبی محورها استفاده می گردد. تعریف : نقطه هوم نقطه ای ثابت بر روی محدوده کاری دستگاه می باشد که توسط سازنده دستگاه تعیین میگردد . این نقطه معمولا در نزدیکی یکی از گوشه های دستگاه و باتوجه به محدودیتهای حرکتی محور ها مشخص می شود و به آن نقطه هوم یا خانه اطلاق می شود . محل نقطه هوم : این نقطه معمولا درگوشه پایین و سمت چپ دستگاه …
بیشتر بخوانید »
آرشام تاج بخش
آوریل 26, 2022
719
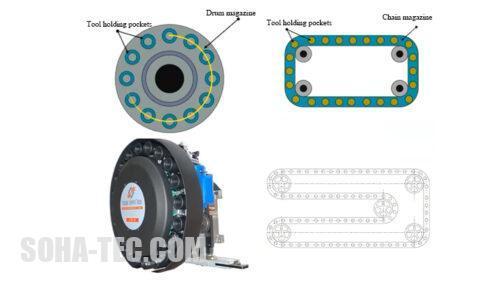
تول چنجر (Tool changer) تول چنجر (Tool changer) یا تعویض ابزار خودکار یکی از امکانات جانبی قابل تعبیه در ماشین های CNC می باشد، که با تعویض سریع و اتوماتیک ابزارهای ماشین کاری و سوار کردن آن بر روی اسپیندل، میتواند کارایی و انعطاف کاری دستگاه CNC را بطور چشمگیری افزایش دهد. این ابزار در اصطلاح ماشین کاری بصورت مخفف ATC (automatic tool changer) نیز نامیده می شود. مزایا : ماشین های CNC بطور معمول عملیات برش را با یک ابزار انجام میدهند. این امر محدودیت زیادی در امر تراش ایجاد می نماید. لذا برای انجام فرایند های دقیق و …
بیشتر بخوانید »
مجتبی دلشاد
آوریل 20, 2022
491
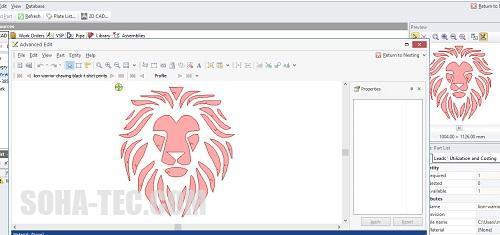
تبدیل تصویر به وکتور(فایل برش) در پرونست 2019 امکان تبدیل فرمت تصویر به وکتور را پیش از این در برخی از نرم افزارهای کد دیده ایم.پرونست با اضافه کردن این امکان ما را از نیاز به دو نرم افزار بی نیاز کرده است. تفاوت فرمت وکتور و تصویر را اینجا بددانید. اولین مرحله انتخاب تصویر است.دقت کنید که هرچه تصویر بزرگتری داشته باید کیفیت آن بهتر خواهد بود لذا توصیه میکنیم از تصاویر با رزولیشن بیشتر از 1000در 1000 استفاده نمایید. چند عدد از این تصاویر در پوشه کار شما وجود دارد. برای گرفتن نتیجه مناسب تصویر باید بصورت سیاه …
بیشتر بخوانید »
مجتبی دلشاد
آوریل 17, 2022
1,656
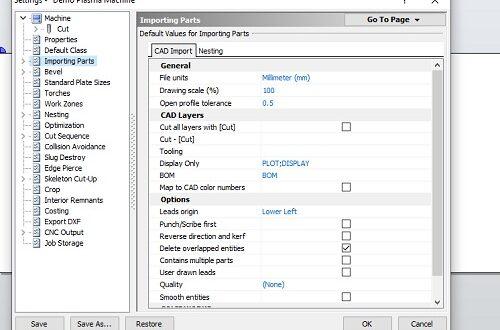
ستینگ یا تنظیمات پرونست با استفاده از ستینگ یا تنظیمات پرونست کلیه جنبه های یک ماشین را کنترل میکنیم.هدف نهایی پرونست گرفتن یک خروجی ان سی برای یک دستگاه است . دستگاه را با ماشین تعریف میکنیم. ستینگ در پرونست شامل دنیایی از تنظیمات است که مورد نیاز اکثر کاربران نیست.اما برخی از آنها بسیار ضروری هستند و هر کاربری به آنها نیاز پیدا میکند. با زدن گزینه نیو در واقع یک ماشین جدید هم ایجاد خواهیم کرد.پرونست اطلاعات ماشین را از فایل سی اف جی ستینگ برمیدارد.همچنین وقتی گزینه اپن را میزنیم اطلاعات ذخیره شده در فایل ای ان …
بیشتر بخوانید »
آرشام تاج بخش
آوریل 13, 2022
449
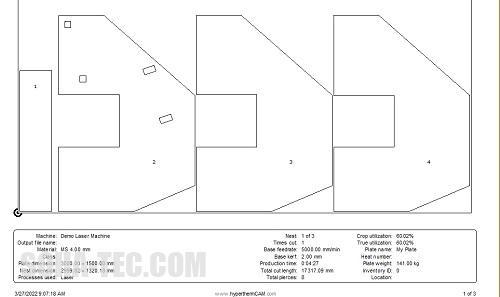
آموزش گزارشگیری در پرونست(reports) تا این قسمت از مجموعه آموزش پرونست 2019 آموختیم تا چطور فایلها را انتخاب کنیم.چطور در صفحات برش چیدمان نماییم.چیدمان بهینه را آموختیم و گرفتن خروجی از پرونست را آزمایش کردیم.حالا نوبت به یکی از مهمترین امکانات نرم افزار یعنی گزارشگیری در پرونست می رسد. گزارشگیری در پرونست ابتدا فایل درس قبل را باز کنید. تب home/reports را بزنید. این پنجره لیستی از گزارشهای استاندارد نشان خواهد داد.در قسمت کاستومایز ریپورت میتوانید هر تعداد از این گزارشات را که میخواهید انتخاب نمایید و با هم ترکیب کنید. با کلیک روی هر گزارش فایل پی دی اف …
بیشتر بخوانید »
آرشام تاج بخش
آوریل 12, 2022
852
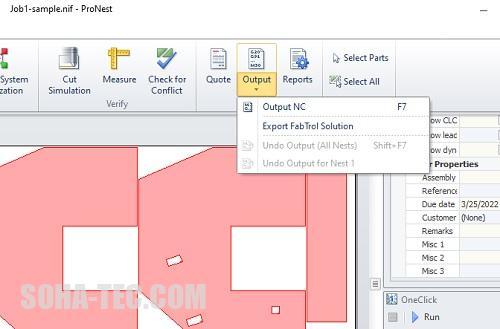
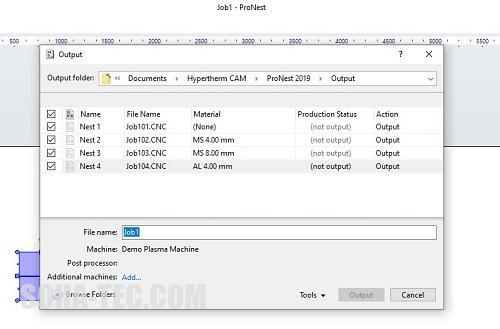
چهارم:شبیه سازی در پرونست و گرفتن خروجی output تا کنون روش وارد کردن فایلها به نرم افزار پرونست را آموخته ایم.همچنین چیدمان و تنظیمات قطعات در پرونست را یاد گرفتیم.اکنون که تا اینجای کار را انجام دادیم زمان انست که کار خود را آزمایش نماییم.در پرونست میتوانیم با استفاده از شبیه سازی در پرونست نقشه را پیش از برش واقعی بررسی نماییم. Home/cut simulation در این پنجره با زدن کلید پلی سیمولیشن(play simulation ) شروع میشود و قسمتهای برش خورده به رنگ قرمز در میآیند. جهت تعیین سرعت شبیه سازی میتوانیم از اسلاید بار استفاده کنیم نکته:با کلیک روی هر …
بیشتر بخوانید »
مجتبی دلشاد
آوریل 11, 2022
252
رفع ایراد سوزاندن چوب در CNC(متریال) درصورتیکه دستگاه شما در هنگام کار باعث سوزاندن چوب در CNC میشود در این مطلب دلیل و روش رفع ایراد را خواهید یافت. سوزاندن چوب در CNC معمولا بصورت لبه ای تیره رنگ در لبه های برش و اندکی بوی سوختگی خود را نشان میدهد.این مطلب بخصوص در سی ان سی های چوب میتواند باعث ایجاد آتش سوزی در کارگاه گردد. از من قبول کنید که آتش سوزی کارگاه چوب یکی از بدترین صحنه هاییست که در زندگی میتوان دید.متاسفانه کارگاههای زیادی بدلیل این بی دقتی کوچک دچار سانحه میگردند. نکته:معمولا …
بیشتر بخوانید »
مجتبی دلشاد
آوریل 11, 2022
733
آموزش پرونست 2019:قسمت سوم چیدمان در پرونست یا نستینگ در نرم افزار دو نوع چیدمان در پرونست وجود دارد.یکی با کلید سبز و دیگری با کلید زرد.واژه چیدمان ترجمه کلمه nesting در انگلیسی است. تفاوت زرد و سبز Home/autonest/green buttom Home/aotonest/yellow buttom/setup then start تفاوت سبز و زرد در اینست که کلید زرد چیدمان با انجام تنظیمات است.وقتی از کلید زرد یا set up then start استفاده میکنیم میتوانیم مشخصات زیر را تعیین نماییم. انتخاب استراتژی اینکه از کجا شروع کنیم ابعاد ورقها اما زمانیکه از کلید سبز استفاده میکنیم بصورت فوری با استفاده از آخرین تنظیمات صورت گرفته …
بیشتر بخوانید »