ستینگ یا تنظیمات پرونست
با استفاده از ستینگ یا تنظیمات پرونست کلیه جنبه های یک ماشین را کنترل میکنیم.هدف نهایی پرونست گرفتن یک خروجی ان سی برای یک دستگاه است . دستگاه را با ماشین تعریف میکنیم.
ستینگ در پرونست شامل دنیایی از تنظیمات است که مورد نیاز اکثر کاربران نیست.اما برخی از آنها بسیار ضروری هستند و هر کاربری به آنها نیاز پیدا میکند.
با زدن گزینه نیو در واقع یک ماشین جدید هم ایجاد خواهیم کرد.پرونست اطلاعات ماشین را از فایل سی اف جی ستینگ برمیدارد.همچنین وقتی گزینه اپن را میزنیم اطلاعات ذخیره شده در فایل ای ان اف لود میکند.
این اطلاعات به سه صورت قابل ذخیره هستند:
- فایلهی سی اف جی
- فایلهای سی اف اف
- فایلهای ایکس ال اس
تنظیمات ستینگ
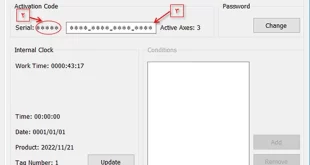
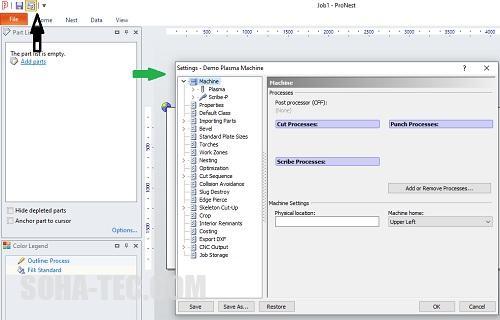
در صفحه اصلی بالا سمت چپ و در کنار گزینه سیو دکمه ستینگ قرار دارد یا میتوانیذ از کنترل و اف 11 استفاده نمایید)فلش مشکی)
مهمترین تنظیماتیکه شما به آن نیاز دارید را در همین قسمت می یابید.هریک را به تفصیل توضیح خواهیم داد.
با باز شدن پنجره ستینگ شما میتوانید ستینگ مربوط به دمو پلاسما ماشین را تغییر دهید.
First thing first
مهمترین چیزهایی که در این صفحه نیاز داریم اینها هستند:
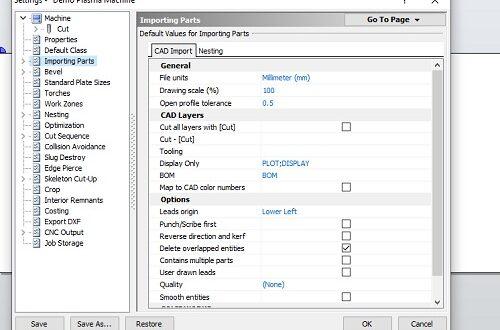
تنظیم پروسسور
جهت تنظیم پروسسور بر روی گزینه اول به نام ماشین کلیک کنید.مشخصات ماشین فعال ظاهر میشود.از قسمت ادد پست میتوانید پروسسور مورد نظر خود را انتخاب کنید.
Setting/machine/add or remove post prossor
فلش کنار پنجره پست پروسسور بزنید و پست پی مورد نظر خود را انتخاب نمایید.
پس از انتخاب تیپ عملکردی که آن پروسسور برایش انتخاب شده مثلا کات را تیک بزنید و کلید فینیشد را بزنید.
گزینه مهم دیگری که در این قسمت وجود دارد ماشین هوم است.
ماشین هوم به این معنیست که نقطه شروع کار کجاست .یعنی در حالت استارت نوک نازل در کجا قرار خواهد داشت.
بصورت دیفالت در دستگاههای برش گوشه پایین سمت چپ برای این منظور در نظر میگیرند.فرض کنید روبروی دستگاه خود قرار دارید.سمت چپ شما برابر با بالا سمت چپ ورق در پرونست میشود پس گزینه اپر لفت را فعال باقی بگذارید.اما میتوانید هر یک از چهار گوشه ورق را برای این منظور انتخاب کنید
Setting /propreties
در این قسمت دو نوع مشخصات برای ماشین وجود دارد. یک قسمت بالا که فقط اطلاعات ذخیره شده توسط شرکت سازنده را نمایش میدهد. قسمت پایین که اطلاعات قابل ثبت توسط کاربر است.
Setting /defalt class

در این قسمت میتوانید مشخصاتی را برای یک گروه از متریالها تعیین کنید و پس از آن هرگاه ان ضخامت را انتخاب کنید ان مشخصات اعمال خواهند شد.
در ادامه به سایر تنظیمات مهم در منو ستینگ یا تنظیمات پرونست خواهیم پرداخت.
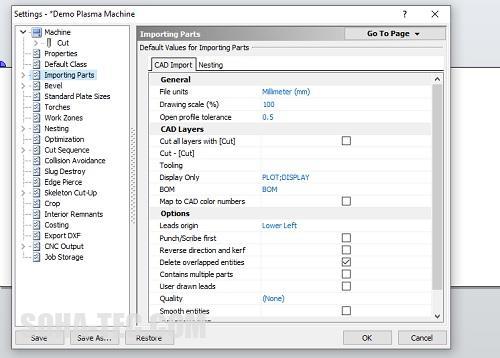
کرف:
مفهوم کرف یعنی میزانی از متریال که توسط عامل برش دهنده حذف میشود.در دستگاههای روتر این میزان برابر قطر ابزار میباشد.اما در برش مانند پلاسما ا لیزر بستگی به عماومل مختلفی دراد.از جمله سایز نازل،فشار گاز،فاصله نوک نازل تا ورق.
پس در نتیجه کرف ابعاد قطعه کار را نسبت به اندازه واقعی تغییر میدهد.
در برخی از نرم افزارها شما باید این مقدار را بصورت دستی در نرم افزار کد تغییر دهیدومعمولا از دستور افست برای آن استفاده میکنند.اما در پرونس این میزان توسط نرم افزار به نقشه افزوده میگردد.
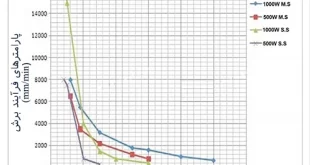
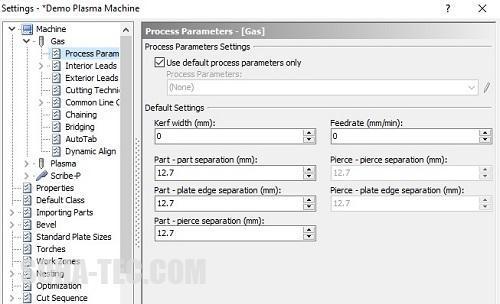
فیدریت:
فیدریت به صورت کاربردی در دستگاههای برش به معنی سرعت حرکت در محورهی ایکس و وای میباشد.
تنظیمات فاصله قطعات:
پارت تو پرات سپریشن:فاصله قطعات از هم
پارت تو ادج سپریشن:فاصله از لبه ورق
پارت تو پیرس سپریشن:فاصله قطعه از نقطه شروع برش
لیدها(زایده های برش)
در پرونست میتوانید دو نوع لید تعریف کنید.یکی برای نقطه ورود به قطعه و دیگری برای نقطه خروج.در این قسمت میتوانید تنظیمات مورد نظر خود را برای لید های پرونست انجام دهید.
قسمت هفتم:تبدیل تصویر به وکتور
قسمت پنجم آموزش پرونست:گزارشگیری در پرونست
پینوشت:تنظیم واحد در پرونست
درصورتیکه واحد پرونست را در ابتدای نصب درست تنظیم نکرده اید برای تغییر واحد به آدرس زیر مراجعه کنید
file/preferences/regional
مفید بود؟
0
با امتیازدهی به مطالب به ما در بهبود سایت خود کمک نمایید.