منطقه متاثر از حرارت ( HAZ )
Heat Affected Zone
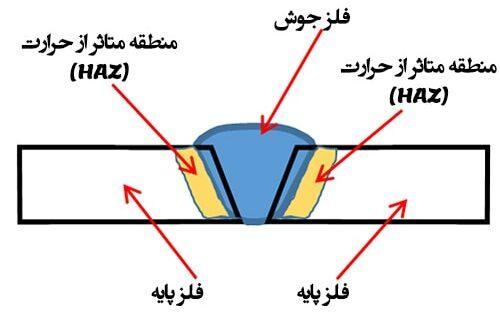
منطقه متاثر از حرارت ( HAZ ) مفهومی است که در صنایع فلزی که با حرارت و گرما در ارتباط هستند، رخ می دهد. فرآیندهایی چون برشکاری و جوشکاری سبب می شوند بخشی از گرما توسط فلز جذب گردیده و به دلیل رسانایی فلزات تا بخشی از لبه فلز را متأثر نماید. بخش های بین فلز ذوب شده و فلز پایه که حرارت را جذب نموده است را HAZ می گویند. این ناحیه گرچه در فرایند ذوب قرار نمی گیرد اما تحت تاثیر گرما بخشی از خواص آن تغییر میکند و ممکن است اتفاقاتی نظیر
- تبدیل فاز
- تبلور مجدد
- رشد دانه
- رسوب یا درشت سازی رسوبی
- تردی یا حتی ترک خوردگی
در آن رخ دهد.{3}

بنابراین ممکن است ویژگیهای مطلوب فلز پایه را تا حدودی از دست دهد. به بیان دیگر این ناحیه ضعیف ترین بخش در اتصالات جوش است و شکست ها به طور معمول در این قسمت اتفاق می افتد. {۳} این ناحیه خواص مکانیکی متفاوتی نسبت به فلز پایه خواهد داشت که این تغییرات شرایط بروز عیب را تشدید می کند،عیب هایی مانند ترک ها، شکست ترد و کاهش مقاومت به خوردگی را شامل می شود.{۱{
در فولادهای ضد زنگ نیز ناحیه متاثر از گرما به آرامی سرد شده و به همین علت کارباید ها (ترکیبات فلز با کربن) ایجاد می گردد. کارباید ها مقدار کروم موجود در سطح فولاد ضد زنگ را کاهش داده و احتمال خوردگی را افزایش میدهد.{۱}
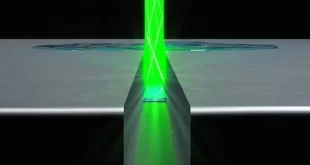
در برشکاری هایی که از حرارت برای انجام عملیات برش بهره می برند، همچون برش لیزر یا پلاسما نیز با پدیده HAZ مواجه خواهیم شد.{۳}
در فلزات که امکان تغییر ماهیت در آنها وجود ندارد مانند مس، آلومینیوم و… تاثیرات ناشی از حرارت کمتر است، اما امکان تبلور مجدد یا رشد دانه وجود دارد. این در حالی است که در فلزات با امکان تغییر ماهیت یا دگرگونی مانند فولادها تاثیرات حرارت بر خواص مکانیکی و رفتار فلز بسیار بیشتر خواهد بود.{۲}
وسعت ناحیه تحت تاثیر حرارت
وسعت ناحیه HAZ تحت تاثیر عوامل زیر می تواند متفاوت باشد:
- ضریب هدایت حرارت فلز پایهبه صورتی که هر چه ضریب هدایت بیشتر باشد، حرارت سریع تر منتقل شده و ناحیه متاثر کمتر خواهد بود. در حالی که در فلزات با ضریب هدایت کمتر حرارت بیشتر در فلز مبحوس شده و ناحیه HAZ را گسترش می دهد.
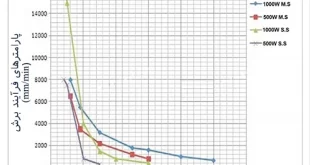
- تمرکز حرارت نیز می تواند وسعت HAZ را تغییر دهد. فرآیندهای جوشکاری که تمرکز حرارتی بیشتری دارند مانند لیزر، با ناحیه متاثر کمتر و فرآیندهای با تمرکز حرارتی کمتر مانند جوشکاری اکسیژن استلین وسعت این منطقه را افزایش می دهند و یا در روش های جوشکاری گازی به علت توزیع حرارت وسیع تر این ناحیه وسعت بیشتری دارد.
- سرعت جوشکاری بیشتر چون سبب می شود حرارت فرصت کمتری برای انتقال به سایر نواحی را داشته باشد وسعت ناحیه متاثر از گرما را کوچکتر خواهد کرد.
- درجه حرارت پیشگرم: بدیهی است درجه حرارت پیشگرم وجود حرارت اولیه در فلز را افزایش داده در نتیجه انتقال حرارت بیشتری هنگام جوشکاری صورت می گیرد.
- پاس جوشکاری: جوشکاری تک پاسی به علت ویژگی هایی که دارد ناحیه HAZ را افزایش می دهد. ویژگی هایی چون حرارت ورودی بسیار زیاد، زمان جوشکاری طولانی و زمان سرد شدن طولانی.
- ضخامت قطعه: فلزی با ضخامت بیشتر حرارت بیشتری جذب کرده و آرام تر نیز سرد می گردد.
- هندسه اتصال: بسته به شکل اتصال جوش حرارت می تواند تاثیر متفاوتی بر قطعه داشته باشد. مثلاً در مقایسه جوش نبشی و جوش لبه ای، سرعت سرد شدن در جوش نبشی بیشتر خواهد بود.
- شکل حوضچه جوش: جوش های محدب حرارت را سریعتر از جوش های مقعر انتقال می دهند و ناحیه متاثر از حرارت کوپکتری ایجاد می شود.{3}
کاهش ناحیه تحت تاثیر حرارت
با توجه به انچه گفته شد وجود این ناحیه در انجام فعالیت های فلزی نامطلوب است.با این وجود حذف آن نیز به طور کامل امکان پذیر نمی باشد. تنها روش هایی برای کاهش آن وجود دارد.
بهترین شیوه برای رسیدن به این هدف کم کردن زمان انجام عملیات می باشد. به عبارت دیگر با افزایش سرعت انجام برشکاری و یا جوشکاری می توان سعت این ناحیه را کاهش داد. هرچه فلز پایه زمان کمتری در معرض حرارت باشد HAZ تشکیل شده کوچک تر خواهد بود .
روش بعدی برای کاهش HAZ پس از انجام فرایند برش و یا جوش صورت می گیرد. پس از به وجود امدن HAZ در فلز پایه می توان آن را استحکام بخشی نمود. یعنی در صورتی که عملیات جوشکاری انجام شده است با جوشکاری بهبود دهی(pre or post welding) ناحیه مورد نظر را کوچکتر می نمایند.

همچنین بازپخت انحلالی (solution annealing ) یکی از راه هایی است که برای بهبود خواص فلز پایه به کار می رود. بازپخت انحلالی به معنی گرم کردن فلز و ثابت کردن گرما در یک دمای مشخص برای محکم کردن پیوندهای فلز می باشد.
اما فرایند های مکانیکی مانند سنگ زنی تنها در بهبود ظاهری فلز موثر خواهد بود.{3}
مفید بود؟
0%
با امتیازدهی به مطالب به ما در بهبود سایت خود کمک نمایید.