راهنمای جامع ماشین CNC برش فایبر لیزر
آنچه در این مطلب میخوانید نمایش
در این مقاله ما به بررسی جامع ماشین های برش CNC فایبر لیزر ، مزایا، دلایل محبوبیت، نحوه عملکرد، اجزا تشکیل دهنده آن و کارایی و تنوع این اجزاء خواهیم پرداخت.
در صورت تمایل به آشناییت بیشتر در مورد نحوه عملکرد و ساختار سورس فایبر لیزر، می توانید به مقاله ما در همین رابطه تحت عنوان “نکات مهم در لیزر فایبر” مراجعه فرمائید.
انواع ماشین های CNC برش لیزر
بر اساس تنوع موجود بر پایه سورس لیزری، برش لیزری را می توان به موارد زیر تقسیم کرد:
- برش لیزری جامد (فایبر لیزر)
- برش لیزری نیمه هادی
- برش لیزری مایع
- برش لیزری گازی (CO2)
که برشهای لیزری جامد و گازی بیشترین کاربردها را در صنعت دارا می باشند.
مقایسه عملکرد CNC برش فایبر لیزر با لیزر CO2
بر اساس ساختار (با توجه به حرکت نسبی هد برش و میز)، دستگاه CNC برش فایبر لیزر را می توان به موارد زیر تقسیم کرد:
- فرم پرتو ثابت و میز متحرک (Fixed light path)
- فرم حرکت پرتو و میز ثابت (Flying ray)
- فرم هیبریدی نیمه ثابت و نیمه متحرک (Hybrid form)
- علاوه بر این، یک فرم انتقال پرتو نوری متحرک از طریق بازوی متحرک مفصلی که در محلی از میز دستگاه فیکس شده نیز وجود دارد که به عنوان (Constant flight path) شناخته می شود.
در فرآیند برشی مورد بحث در این مقاله ما دستگاه CNC برش لیزری حالت جامد یا فایبر لیزر با فرم حرکت پرتو یا Flying ray خواهیم پرداخت. (در این نوع از فرآیند برشی فایبر لیزر میز ثابت بوده و فقط هد برشی در جهت X و Y حرکت می کنند.)
منبع لیزر در فایبر لیزرها با توجه به موادی که منبع لیزر با آن مخلوط شده است متفاوت است. برخی از نمونه ها عبارتند از: لیزرهای فیبر دوپ شده با ایتربیوم، لیزرهای فیبر دوپ شده با تولیوم و لیزرهای فیبر دوپ شده با اربیوم. همه این نوع لیزرها برای کاربردهای مختلفی استفاده می شوند زیرا طول موج های متفاوتی تولید می کنند.
این نوع ماشین CNC برش فایبر لیزر ، دارای مزایای زیر می باشد :
- صفحه کارگیر در اندازه بزرگ، با وزن سنگین است.
- ماشین برای عملکرد به فضای کمتری نیاز دارد.
- بدون نیاز به گیره برای ثابت کردن قطعه کار که بارگیری و تخلیه مواد را راحت می کند.
- باتوجه به سازه سنگین و ثبات بیشتر دستگاه و قطعه کار، این دستگاه شتاب خوب و دقت موقعیت یابی بالایی دارد.
در نتیجه این ماشین CNC با داشتن خصوصیاتی از قبیل نصب آسانتر، اشکالزدایی آسانتر، اطمینان از دقت بیشتر و فقط کمی گرانتر بودن، در بازار بین المللی به عنوان مدل پایه در برشهای فایبر لیزر، بسیار مورد توجه قرار می گیرد.
CNC برش فایبر لیزر چیست ؟

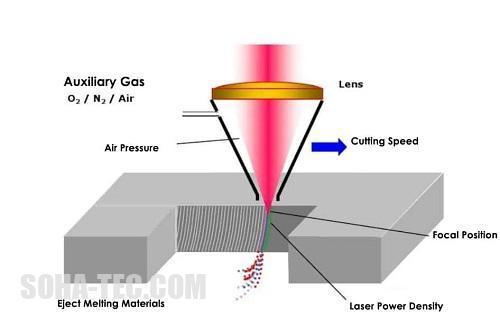
در ماشین ماشین CNC برش فایبر لیزر ، پرتو لیزری که از ژنراتور لیزر شلیک میشود، از طریق ساختار تعبیه شده در مسیر فیبر نوری بصورت یک پرتو لیزر با چگالی توان بالا متمرکز میشود.
پرتو لیزر به سطح قطعه کار برخورد می کند به طوری که قطعه کار به نقطه ذوب می رسد، در همین حال گاز پرفشار به موازات پرتو، مذاب یا فلز تبخیر شده را از بین می برد.
با هدایت هد ماشین توسط دکل حامل هد و حرکت آن در مسیر از پیش تعیین شده، مسیر برش تا پایان طرح ادامه میابد تا قطعه کار بصورت مورد نیاز برش داده شود.
برش لیزر برای جایگزینی برش های مکانیکی سنتی با پرتوهای نامرئی استفاده می شود. روش برش فایبر لیزر به تدریج در حال بهبود می باشد و جایگزین تجهیزات سنتی فرآیند برش فلز می گردد.
CNC برش فایبر لیزر در این برش ها دارای دقت بالا، برش سریع و صاف، بدون محدودیت در زاویه برش، صرفه جویی در پرت ورق و هزینه عملیاتی کم می باشد.
علاوه بر این، برش لیزر دارای مزایای زیر نیز می باشد:
- قسمت مکانیکی ماشین برش لیزری هیچ تماسی با قطعه کار ندارد و در حین کار سطح قطعه کار را خراش نمی دهد.
- سرعت برش لیزر سریع است و سطحی صاف ایجاد می کند و نیازی به پردازش بعدی نیست.
- ناحیه تحت تاثیر حرارت برش کوچک است، تغییر شکل صفحه اندک است، و شکاف ایجاد شده بسیار باریک است (0.3mm~0.1mm)
- بدون تنش مکانیکی، بدون تیغه برشی.
- دقت ماشینکاری بالا، تکرارپذیری خوب، بدون آسیب به سطح مواد.
- برنامه نویسی کنترل عددی می تواند هر نقشه ای را اجرا کند.
- می تواند بدون باز کردن قالب و صرفه جویی در زمان، یک قطعه بزرگ از کل صفحه را برش دهد.
ماهیت ماشین CNC برش فایبر لیزر :
برش لیزر از پرتو لیزر به عنوان منبع گرما برای برش گرم استفاده می کند، اصل کار آن شبیه به جوشکاری لیزر است.
دمای برش لیزری بیش از ℃ 11000 است که می تواند هر ماده ای را تبدیل به گاز کند، بنابراین گازی شدن علاوه بر ذوب شدن در فرآیند برش لیزری نقش مهمی ایفا می کند.
فرآیند برش لیزری برخی از مواد مانند کربن و برخی از سرامیک ها صرفاً متعلق به فرآیند گازسازی است.
برش لیزری فلز عمدتاً از دی اکسید کربن با قدرت بالا متصل به ژنراتور لیزری استفاده می کند.
هنگام برش، جریان گاز بی اثر را اسپری می کند، تا فلز ذوب و برش صاف و مستقیم شود.
جریان اکسیژن جت سرعت برش را افزایش می دهد.
برش لیزری دارای برش باریک، اندازه دقیق، سطح صاف و کیفیت برش بهتر از سایر روش های برش گرم است.
تقریباً تمام مواد فلزی را می توان با لیزر برش داد، ضخامت برش از چند میکرون تا یک ورقهایی با قطر چند سانتی مترمتفاوت است.
سرمایه گذاری تجهیزات برش لیزری زیاد است، عمدتا برای ضخامت های مختلف زیر 12 میلی متر از جمله فولاد ضد زنگ، تیتانیوم و آلیاژ تیتانیوم، فلز نسوز و برش دقیق فلزات گرانبها استفاده می شود، همچنین می تواند برای برش مواد غیر فلزی مانند پلاستیک چوب، پارچه، گرافیت و سرامیک استفاده شود.
مثال :
صنعت پردازش چوب در حال حاضر از لیزر برای برش تخته سه لا استفاده می کند و صنعت پوشاک نیز از لیزر برای برش پارچه بر روی تعداد بالا استفاده می کند.
علاوه بر این، برش لیزر برای برخی از اهداف خاص نیز استفاده می شود، مانند حفاری سنگ، همچنین در جراحی از لیزر به عنوان چاقوی جراحی استفاده میگردد.
پارامترهای پرتو لیزر، عملکرد و دقت دستگاه برش لیزر و سیستم NC به طور مستقیم بر کارایی و کیفیت برش لیزر تأثیر می گذارد.
اجزاء و عملکرد دستگاه CNC برش فایبر لیزر
نمونه ای از ساختار و عملکرد برش فایبر لیزر
- نسخه اصلی این ویدئو را می توانید (بدون زیرنویس فارسی)، از طریق این لینک مشاهده فرمائید.
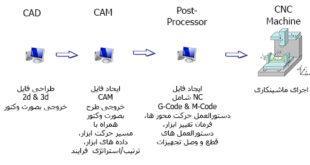
عملکرد دستگاه برش فایبر لیزر بر اساس نور و برق و ادغام آن با ماشین CNC است.
کل سیستم عمدتاً شامل: بدنه ماشین، سورس لیزر، هد لیزر، کنترلر CNC، مکانیزم حرکتی، منبع تغذیه لیزر، چیلر، سیلندر، کمپرسور هوا همراه با مخزن، خشک کن و خنک کننده، فیلتر، دستگاه گرد و غبار اگزوز، دستگاه حذف سرباره و غیره می باشد.
1. بدنه ماشین در CNC برش فایبر لیزر :

بدنه دستگاه برش لیزری ، یکی از اصلی ترین بخش های این ماشین است.
تمامی بخش های مکانیکی حرکت محور X، Y، Z، از جمله پلت فرم برش که برای حرکت بر روی قطعه کار برش استفاده می شود بر روی این بخش سوار می گردد.
دقت و استحکام این بخش تاثیری مستقیم بر روی تمامی فرآیندهای شکل گرفته در این ماشین و کیفیت قطعه کار نهایی دارد.
این قسمت شامل 6 بخش است:
سازه بدنه ماشین، میز دستگاه برش، هد لیزر، قسمت دروازه ای، قسمت های کمکی میز کار (پوشش محافظ، کانال هوا و آب، سیم کشی ها و فیبر لیزر)، پنل عملیات.
-
سازه بدنه ماشین :
عملکرد برش و دقت برش دستگاه برش لیزری توسط قسمت میز کار تحقق می یابد.
شاسی دستگاه برش لیزر از چدن با استحکام بالا و با ساختار یکپارچه جوشکاری شده، ساخته شده است، که جهت از بین بردن تنش ریخته گری، پایدار سازی حرارتی (annealed) شده است و جهت کاهش تنش ارتعاشی پس از مراحل خشن کاری ← semi-finishing ← vibratory stress relief ← finishing بر روی آن اجرا گردیده است .
کاهش تنش بصورت دقیق باعث کاهش دفرمه شدن دستگاه و حفظ دقت در طولانی مدت می گردد و در نتیجه با استفاده از سیستم NC برای کنترل درایوهای سروو موتورهای AC ، دستیابی به حرکت سریع و دقیق محورها میسر می گردد.
دنده شانه ها و لاینرگایدها در محفظه ای بسته در مقابل گرد و غبار و آلودگی محافظت می گردند.
استفاده از گیربکس در ماشین، باعث بالا رفتن دقت دستگاه می گردد.
قرار گیری لیمیت سوئیچ ها و بالشتک های الاستیکی در انتهای مسیر محورهای حرکتی ایمنی دستگاه را تضمین می کنند.
-
میز دستگاه برش لیزر
میز کار دستگاه برش لیزر، بخشی از دستگاه برش می باشد که قطعه کار جهت برش بر روی آن قرار می گیرد.
انواع میز در ماشین های CNC برش لیزر :
این میزها با توجه به نیاز صنعت، انتخاب و تهیه می گردند.
مولفه های مهم در انتخاب میز ، ابتدا ابعاد کارگیر میز و دوم نوع صفحه میز که کار بر روی آن قرار می گیرد می باشد.
میزها می توانند از نوع لانه زنبوری و یا میزهای شمشیری و یا دیگر انواع موجود باشند.
-
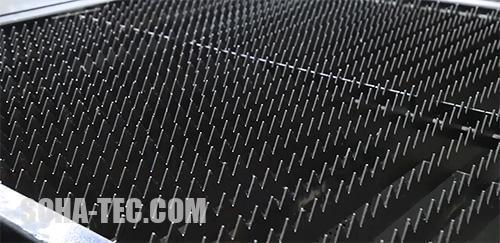
میز برش لانه زنبوری (Honny cump cutting table)
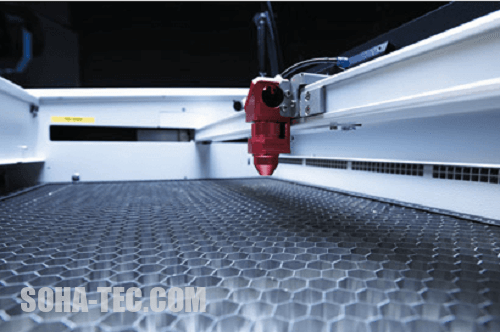
در این مدل میز، طراحی آن دقیقا مانند لانه زنبور و به شکل 6 ضلعی می باشد و اندازه این شش ضلعی ها با توجه به مورد استفاده دستگاه و ابعاد قطعه کار تعیین می گردد.
میزهای برش لانه زنبوری با توجه به طراحی خاصشان امکان قرار گیری کارهای ظریف تر و کوچک تر را به کاربر میدهند. در نتیجه در برشهای کوچک، برش های سه بعدی و همچنین پروژه های پیچیده کارایی دارند.
-
میز شمشیری (Knife table) یا (Slat cutting table)
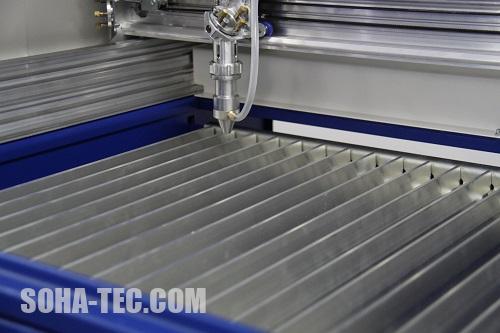
همانطور که از نام میز مشخص است تیغه های میز بصورت موازی و در یک راستا قرار گرفته اند، این چیدمان تیغه ها باعث می گردد که قطعات کوچک و ظریف به سختی بر روی آن سوار گردد.
اما قرارگیری تیغهها در میز شمشیری کمک میکند که نازل یک مسیر مستقیم خالی در اختیار داشته باشد و لذا میز های شمشیری در برش های سریع طولی و یا عرضی، که در راستای تیغه های کار باشد ایده عال می باشد .
از این رو معمولا در صنعت از این نوع میز استفاده می گردد.
-
انواع دیگیری نیز از میزهای برش لیزر وجود دارد که با توجه به کاربرد کم آنها در صنعت، تنها با ذکر نام، از آنها عبور می کنیم:
میز وکیوم (Vacuum table)، میز فرومغناطیسی (Ferromagnetic table)، میز برش شمشیری آکریلیک(Acrylic slat cutting table)، میز توری برش آکریلیک (Acrylic Cutting Grid Table)
در برخی از ماشین های برش CNC فایبر لیزر ، برای بالا بردن راندمان کاری از میز چنجر استفاده می گردد.
میز چنجر :
نمونه هایی از نحوه عملکرد میز چنجر
نمونه پیشرفته میز چنجر و عملکرد تمام اتوماتیک آن
- نسخه اصلی این ویدئو را می توانید، از طریق لینک مشاهده فرمائید.
میز چنجر (تعویض) به دو قسمت تقسیم می شود که از یک دستگاه سوئیچینگ و دو میز برش متحرک تشکیل شده است.
دستگاه تعویض در قسمت پشتی میز قرار می گیرد (عمدتاً برای تنظیم ازتفاع و تعویض بالا و پایین دو میز) .
هنگام برش قطعه کار، میز برش دیگر را می توان برای قراردهی و تخلیه قطعات آماده استفاده کرد که باعث بهبود کارایی دستگاه برش لیزری می شود.
2. سورس لیزر (ژنراتور لیزری)

دستگاهی که منبع نور لیزر را تولید می کند.
سورس های لیزری، بخش اصلی ماشین های CNC فایبر لیزر می باشند و منبع اصلی انرژی تجهیزات لیزری و گرانترین بخش دستگاههای برش لیزر فیبر هستند.
در حال حاضر برندهای وارداتی ژنراتورهای فایبر لیزر در بازار عبارتند از IPG آلمان، Raycus و Max چین .
عمر مفید فایبر لیزر بدرستی مشخص نیست و به عوامل زیادی بستگی دارد، بیشتر منابع آنلاین ادعا می کنند که لیزرهای فیبر 100,000 ساعت دوام می آورند در حالی که لیزرهای CO2 تنها 30,000 ساعت دوام می آورند. در مجموع نمی توان از عمر مفید لیزر فایبر مطمئن بود، اما می توان به نکات زیر در مورد عمر دستگاه اشاره نمود :
- عمر اولیه : نکته قابل ذکر این است که در صورتیکه منبع لیزر فایبر دارای مشکلات ساختاری باشد، احتمالاً در مراحل اولیه با خرابی مواجه خواهد شد. (پس بهتر است که دستگاهی با ضمانت و گارانتی تعویض و قابل اطمینان نمائید.)
- عمر عادی : معیاری به نام MTBF میانگین زمانی بین خرابی های دستگاه لیزرتان را به شما ارائه می دهد. MTBF بالا نشانه خوبی است و مشخص کننده این است که احتمالا همه چیز در آن بازه زمانی به خوبی پیش خواهد رفت، اما تضمینی نیست.
- عمر نهایی : در این بازه احتمال خرابی به شدت افزایش میابد و قابلیت اطمینان لیزر پائین می آید.
3. هد برش لیزر

هد برش دستگاه خروجی لیزر یک دستگاه برش لیزر فیبر است که از یک نازل، یک لنز فوکوس و یک سیستم ردیابی فوکوس تشکیل شده است. که ارتفاع آن تا قطعه کار با واسته هد برش تنظیم می گردد.
درایوهد برش دستگاهی برای حرکت هد÷ برش در امتداد محور Z، مطابق با برنامه می باشد، که از سروو موتور، بال اسکرو یا چرخ دنده و غیره تشکیل شده است.
باید توجه داشت که، ارتفاع هد برش لیزری باید با توجه به مواد مختلف، ضخامت های مختلف و روش های مختلف برش تنظیم و کنترل شود.
- هد برش دارای مهره ای است که فاصله کانونی را تنظیم می کند و موقعیت فوکوس را با توجه به مواد و ضخامت مواد برش تنظیم می کند و در نتیجه برشی باکیفیت به دست می آید.
- یکی از بخش های هد برش لیزر لنز آن می باشد
لنزها :
لنزهای لیزر مسیر بازتابنده نور می باشند، این لنزها بیشترین استفاده را در تجهیزات برش فایبر لیزر دارند.
بسیاری از دستگاه های نوری حاوی لنزهای لیزری هستند.
لنزهای مختلف عملکردهای متفاوتی دارند، مانند لنزهای تمام رفلکس (full-reflex lenses) ، لنزهای نیمه معکوس (semi-reverse ) و لنزهای فوکوس (focusing lenses).
کیفیت لنز مستقیماً بر توان خروجی لیزر تأثیر می گذارد که خود بر عملکرد کل دستگاه نیز تأثیر گذار است.
- از دیگر بخش های قابل تنظیم در برش لیزر قسمت نازل هد برش می باشد.
نازل :

طراحی نازل و شرایط جریان جت خروجی از نازل تأثیر مستقیمی بر کیفیت برش دارد. دقت در انتخاب نازل ارتباط نزدیکی با کیفیت برش دارد.
– برای جلوگیری از جهش ضایعات برش و سایر زباله ها به داخل هد برش و آسیب به لنز فوکوس استفاده.
– نازل می تواند وضعیت تخلیه گاز برش را تغییر دهد، می تواند منطقه و اندازه انتشار گاز را کنترل کند، بنابراین بر کیفیت برش تاثیر می گذارد.
– باید نقطه تمرکز نازل و مرکز تابش لیزر منطبق باشند. از آنجایی که مرکز لیزر ثابت است، مرکز فکوس نازل از طریق پیچ تنظیم روی دسته هد برش برای مطابقت با مرکز لیزر تنظیم می شود.
تاثیرات منفی عدم تطابق مرکز لیزر با مرکز فوکوس نازل :
– در ورق های بالای 3 میلی متر تاثیر واضحی بر کیفیت سطح برش می گذارد و باعث ایجاد پله در سطح می گردد و حتی در ورقهای ضخیم تر ممکن است نتواند برش را انجام دهد.
– بر گوشه های تیز و زاویه های کوچک تاثیر گذاشته و موجب ذوب بیش از حد قطعه کار و یا ناتوانی در تکمیل برش می گردد.
– در فرآیند سوراخ کاری، تاثیر واضحی گذاشته و کیفیتی بسیار پایین را ارائه می نماید.
بنابراین لازم است مرکز نازل را با تمرکز لیزر تنظیم کرد تا مقطع برش بهتری حاصل شود.
– هنگامی که نازل تغییر شکل داده یا رسوب روی نازل وجود دارد، تأثیر آن بر کیفیت برش همان چیزی است که در بالا توضیح داده شد.
– بنابراین برای جلوگیری از تغییر شکل، نازل باید با احتیاط قرار داده شود و کبود نشود. لکه های روی نازل باید تمیز شوند.
– کیفیت نازل در ساخت نیاز به دقت بالاتری دارد، نصب نیز به روش صحیح نیاز دارد.
– اگر به دلیل کیفیت پایین نازل باعث تغییر شرایط مختلف هنگام برش شد، باید سریعاً نازل را تعویض کنید.
انتخاب دیافراگم نازل
تفاوت قطر نازل در زیر نشان داده می شود:
قطر نازل φ 1.0mm، φ 1.4mm، φ 2.0mm، φ 2.5mm، φ 3.0mm و غیره است. قطر نازل فعلی اغلب از φ 1.4 میلی متر، φ 2.0 میلی متر استفاده می کند.
نوع نازل مورد استفاده در برش های مختلف را در زیر مشاهده می کنید :
– صفحه نازک زیر 3 میلی متر:
با استفاده از φ1.4 میلی متر، سطح برش کوچکتر خواهد بود. با استفاده از φ2mm، سطح برش ضخیم خواهد بود. امکان وجود لکه های ذوب شده در گوشه وجود دارد.
– صفحه ضخیم بین 3 الی 10 میلی متر:
قدرت برش بالاتر است. زمان اتلاف حرارت نسبی طولانی تر است. زمان برش نسبی نیز افزایش می یابد.
استفاده از φ1.4mm، منطقه انتشار گاز کوچک است، بنابراین زمانی که استفاده می شود پایدار نیست، اما اساسا هنوز در دسترس است.
استفاده از φ2mm، منطقه انتشار گاز بزرگ است، سرعت جریان گاز آهسته است، بنابراین برش پایدارتر است.
– قطر φ2.5mm ، فقط برای برش صفحه با ضخامت بیش از 10 میلی متر قابل استفاده است.
به طور خلاصه، اندازه نازل تأثیر جدی بر کیفیت برش و کیفیت سوراخ دارد. دستگاه برش لیزر فعلی بیشتر از نازل دیافراگم φ 1.4 میلی متر، φ 2 میلی متر استفاده می کند.
** توجه داشته باشید:
هرچه دیافراگم نازل بزرگتر باشد، محافظت نسبی لنز کمتر است. زیرا در هنگام جرقه زدن مذاب در حین برش، خطر برخورد مذاب با لنز بیشتر می شود. و عمر لنز را کوتاهتر می کند.
4. پلت فرم کنترل CNC (سیستم کنترلر الکتریکی)

کنترل ماشین ابزار برای دستیابی به حرکت محورهای X، Y، Z، و همچنین کنترل قدرت خروجی لیزر.
در ساختار ماشین های CNC برش فایبر لیزر، فرآیند کنترل کل دستگاه و رابط کاربری جهت اعمال تنظیمات یا نقشه کار بر عهده پلت فرم کنترلی می باشد.
این پلت فرم، در برخی کنترلر ها بصورت یکپارچه با کنترلر می باشد (مانند کنترلر های برند PA) و یا بصورت نرم افزاری بر روی یک PC یا کامپیوتر می باشد (مانند کنترلر 2000 Cypcut) که از طریق یک کارت به یک کامپبوتر متصل می شوند و دارای رابط نرم افزاری خاص خود هستند.
سیستم کنترلر الکتریکی دستگاه برش لیزری بخش اصلی این ماشین جهت اجرای فرآیند برش می باشد.
به طور کلی، سیستم کنترلر الکتریکی عمدتاً از دو بخش تشکیل شده است.
-
سیستم NC (کنترل عددی) یا همان کامپیوتر :
این سیستم کنترلی، سیستم عامل اصلی دستگاه برش فایبر لیزر است که عمدتاً ماشین ابزار را برای درک حرکت محورهای X، Y و Z کنترل می کند و همچنین قدرت خروجی لیزر را تنظیم می نماید. و کیفیت و ثبات عملکرد دستگاه برش لیزر فیبر را تعیین می کند.
از طریق کنترل دقیق نرم افزار، دقت و اثر برش را می توان به طور موثر بهبود بخشید.
در برخی کنترلر ها این سیستم از طریق کامپیوتر و با واسطه یک کابل به برد کنترلر متصل می گردد و در در برخی بصورت یکپارچه با کنترلر می باشد و خود دارای تجهیزاتی برای استفاده کاربر است و نیازی به کامپیوتر وجود ندارد.
-
سیستم الکتریکی ولتاژ پایین (برد کنترلر) :
این سیستم بصورت یک برد سخت افزاری ، متشکل از ورودی و خروجی های متعدد و مدارهای محافظتی می باشد.
کنترلر سیستم برق فشار ضعیف در قسمت تابلو برق قرار دارد که قسمت رابط کنترلر اصلی ماشین با دیگر اجزا دستگاه می باشد.
این برد شامل ریزپردازنده، رابط ارتباطی اترنت است و عملکرد پایدار و قابل اعتمادی را ارئه می نماید. و دارای سرعت عملیاتی بالا، کارکرد آسان، عملکرد دینامیکی خوب و ظرفیت بار قوی می باشد.
5. مکانیزم حرکتی :
موتورهای سروو AC برای حرکت محورهای X و Y (دکل ماشین) استفاده می گردند.
این موتورها به عملکرد شتاب خوب و پاسخ سریع شناخته می شوند.
حداکثر سرعت موقعیت یابی آنها تا 50 متر در دقیقه است.
مکانیز انتقال نیرو این موتورها از طریق گیربکس خورشیدی با ضریب مورد نیاز و دنده شانه مورب و هدایت آن از طریق لاینر گاید می باشد.
محور Z دستگاه برش لیزری، محور تغذیه می باشد. این محور از موتور سروو AC برای تنظیم فاصله هد برش تا قطعه کار استفاده می کند.
مکانیز انتقال نیرو این موتور از طریق بال اسکرو و هدایت آن از طریق لاینر گاید می باشد و در کنار این مکانیز از جک پنوماتیک بعنوان جک بالانسر استفاده می گردد.
- هد برش محور Z را می توان هم با کنترلر سروو و هم با کنترل NC کنترل کرد.
- در هد برشی محور Z سنسور مجاورت خازنی نصب شده است. این سنسور فاصله نازل تا سطح صفحه را تشخیص می دهد. و سیگنال را به سیستم کنترل برمی گرداند. سپس موتور محور Z را کنترل می کند، تا هد برش را توسط کنترل کننده به سمت بالا و پایین هدایت کند. تا فاصله بین نازل و صفحات ثابت باقی بماند و کیفیت برش به طور موثر تضمین شود.
6. منبع تغذیه تثبیت شده ولتاژ
به لیزر، دستگاه CNC و سیستم منبع تغذیه متصل است. این عمدتا برای جلوگیری از تداخل شبکه برق خارجی است.
7. چیلر آبی

برای خنک کردن ژنراتور لیزری استفاده می شود.
ژنراتور لیزری دستگاهی است که انرژی الکتریکی را به انرژی نور تبدیل می کند، به عنوان مثال لیزر CO2 با نرخ تبدیل 20 درصد، انرژی باقی مانده را به گرما تبدیل می کند.
آب خنک کننده گرمای اضافی را می گیرد تا ژنراتور لیزری به درستی کار کند.
چیلر همچنین بازتابنده مسیر نوری خارجی و آینه فوکوس را خنک میکند تا کیفیت انتقال پرتو پایدار را تضمین کند و به طور موثر از داغ شدن بیش از حد لنز و ایجاد تغییر شکل یا ترک جلوگیری کند.
8. کمپرسور و مخزن هوای فشرده
که تعمین کننده جریان پرفشار هوا در سر هد برش و تعمیین کنده فشار هوا جک پنوماتیک می باشد.
9. خنک کننده و خشک کن هوا ، فیلتر (Air cooling dryer, filter)

برای تامین هوای خشک و تمیز به ژنراتور لیزر، به نحوی که مجاری عبور هوا و بازتابنده را در حالت عملیاتی و بدون آلاینده نگه دارد.
10. غبارگیر (Dust extractor)

آلودگی هوای محیط، گرد و غبار و گاز آلاینده تولید شده در فرآیند برش را جذب و با عبور از فیلتر آنرا تصویه می نماید. تا استانداردهای حفاظت از محیط زیست رعایت گردد.
11. دستگاه تخلیه سرباره (Slag discharge machine)
مواد باقیمانده و ضایعات تولید شده در طول عملیات برش را حذف می کند.
منابع :

یک نظر
تعقيب: انتخاب توان سورس لیزر فایبر و سرعت متناسب، در برش لیزر - soha tech cnc