تول چنجر (Tool changer)
تول چنجر (Tool changer) یا تعویض ابزار خودکار یکی از امکانات جانبی قابل تعبیه در ماشین های CNC می باشد، که با تعویض سریع و اتوماتیک ابزارهای ماشین کاری و سوار کردن آن بر روی اسپیندل، میتواند کارایی و انعطاف کاری دستگاه CNC را بطور چشمگیری افزایش دهد.
این ابزار در اصطلاح ماشین کاری بصورت مخفف ATC (automatic tool changer) نیز نامیده می شود.
مزایا :
ماشین های CNC بطور معمول عملیات برش را با یک ابزار انجام میدهند. این امر محدودیت زیادی در امر تراش ایجاد می نماید. لذا برای انجام فرایند های دقیق و پیچیده تر نیاز به تعویض مکرر ابزار در حین برش توسط اپراتور می باشد.
راهکار بهینه ای برای رفع این معضل وجود دارد. در این شرایط میتوان با تغییر ابزار توسط تول چنجر مزایای زیر را ایجاد نمود :
- زمانیکه جهت ماشین کاری بر روی یک قطعه کار ، نیاز به بیش از یک ابزار باشد. به اپراتوری جهت این تعویض ها نیازمند خواهیم بود که باعث بالا رفتن هزینه های تولید می گردد.
- از طرفی تعویض های مکرر مته، موجب کند شدن فرآیند کاری و کاهش راندمان دستگاه می گردد. که تول چنجر این مشکل را بخوبی حل می نماید و باعث بالا رفتن زمان مولد دستگاه می شود.
- جهت تعویض ابزار فرسوده ، شکسته و معیوب نیز میتوان از این ابزار کاربردی استفاده نمود.
ساختار :
ساختار اصلی تول چنجر (Tool changer) تشکیل شده است از :
پایه اصلی (base) – بازوی دستگیره (gripper arm) – نگهدارنده ابزار (tool holder) – بازوی پشتیبانی (support arm) – انبار ابزارها (tool magazines)
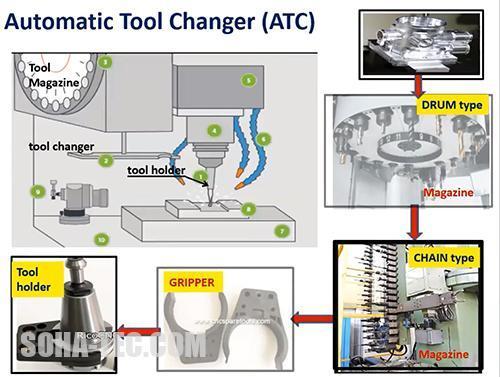
انواع :
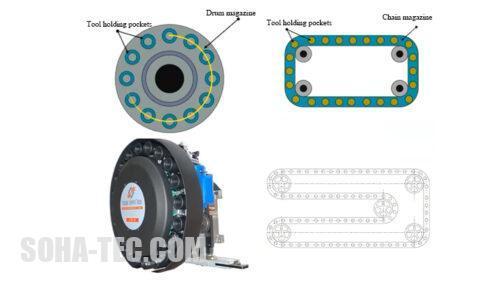
انواع تول چنجر بنابه ابزارهای مورد نیاز طبقه بندی می گردد
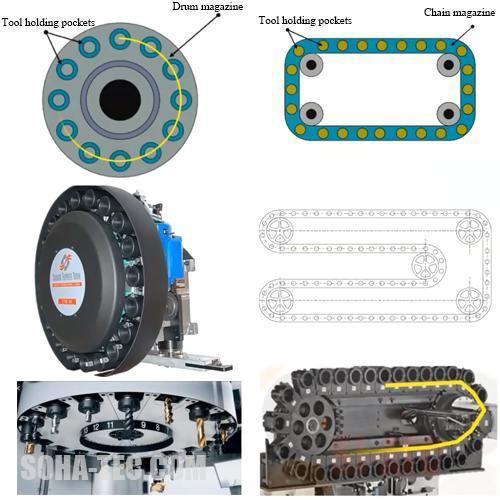
- Drum magazine (مخزن تبلی شکل) : زمانی مورد استفاده قرار می گیرد که تعداد ابزارهای مورد نیاز کمتر از 30 عدد باشد .
- Chain magazine (مخزن زنجیره ای) : زمانی که تعداد ابزارها بالای 30 عدد باشد مورد استفاده قرار می گیرد ، در این سیستم با توجه به طراحی زنجیره تامین ابزار محدودیتی در تعداد ابزار مورد استفاده وجود ندارد اما باعث کندتر شدن سرعت تعویض ابزار نسبت به مدل Drum میگردد.
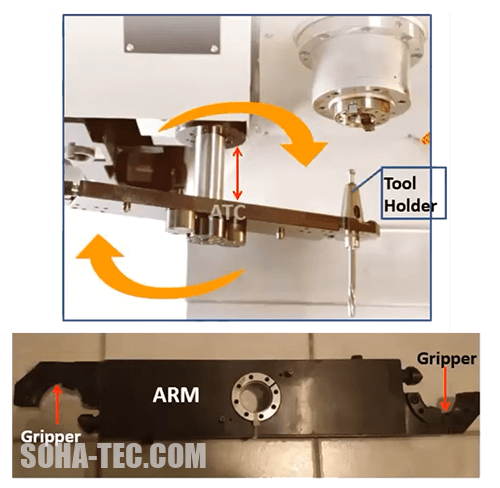
مکانیزم تغییر ابزار :
در زمان فراخوان دستگاه جهت تغییر ابزار، انباره ابزار با چرخش، ابزار مورد نیاز را به موقعیت مشخص شده و ثابتی هدایت می کند. نقطه به ” tool change position” مشهور است. در این زمان بازوی دستگاه CNC نیز به موقعیت فوق نقل مکان میکند. سپس بازوی دستگیره (gripper arm) ابزار جدید را از یک سو بر داشته و از سمت دیگر ابزار قدیمی را از روی دستگاه CNC باز می نماید. در نهایت با یک پرخش 180 درجه ای دو ابزار را با یکدیگر جابجا می نماید .
دستورات جهت فراخوان و تعویض ابزار توسط تول چنجر:
عموما کدهای دستوری جهت تعویض و قرار گیری ابزار در موقعیت مورد نظر به شرح ذیل می باشد که توسط نرم افزار CAM تولید می گردد و در زمان مورد نیاز به ماشین ارسال می شود :
کد دستوری M06 : جهت جستجوی ابزار مورد نیاز در انبار ابزار
کد #t : جهت مشخص کردن جایگاه ابزار (شماره ابزار در محل قرار گیری)
انتخاب اسپیندل تولچنجر
برای انتخاب صحیح اسپیندل تولچنجر باید به جنس متریال مورد استفاده دقت کنیم.انتخاب اسپیندل بیش از اندازه بزرگ هدر رفت منابع است و اسپیندل کمتر از میزان لازم باعث پایین آمدن سرعت کار و خرابی زیاد خواهد شد.
اسپیندل جهت چوب
چوب را بطور کلی میتوان به دو دسته سخت و نرم تقسیم کرد.برای چوبهای نرم اسپیندل 4.5 کیلو وات و برای چوبهای سخت اسپیندل 7.5 کیلووات را پیشنهاد میکنیم.
اسپیندل برای سنگ
سنگ جزو متریالهای سخت میباشد.برای کار بر روی سنگ اسپیندل 7.5 کیلووات مناسب میباشد.
اسپیندل جهت دستگاههای کوچک و تزیینات
برای کاربردهایی مثل تابلو سازی که اغلب از مواد نرم استفاده میکنند اسپیندل 2.2 کیلووات کافیست.
اسپیندل جهت آلومینیوم و فلزات نرم(قالبسازی)
جهت کار بر روی فلزات نرم مانند آلومینیوم و بطور کلی کارهای قالبسازی اسپیندل 9 کیلووات مناسب میباشد.
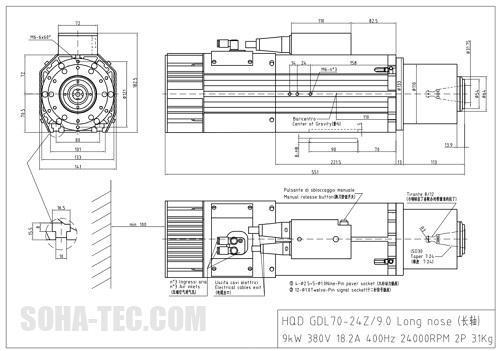
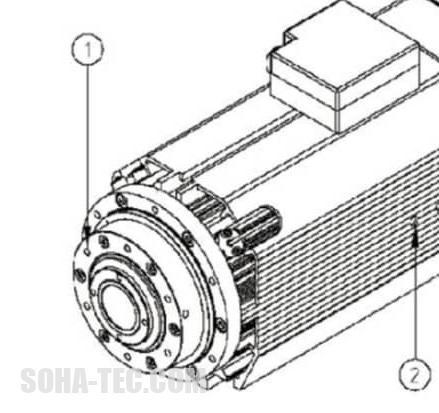
نصب اسپیندل تولچنجر
در این قسمت نصب یک نمونه اسپیندل تولچنجر چوب مطابق با محصول شرکت اچ کیو دی یا ان جی را توضیح میدهیم

برای نصب اسپیندل ابتدا نیاز به یک اینورتر مناسب دارید.اینوتر مناسب باید از نوع 800 هرتز باشد(در بعضی نمونه ها 600 هرتز).در انتخاب اینورتر مناسب به نکات زیر دقت کنید.
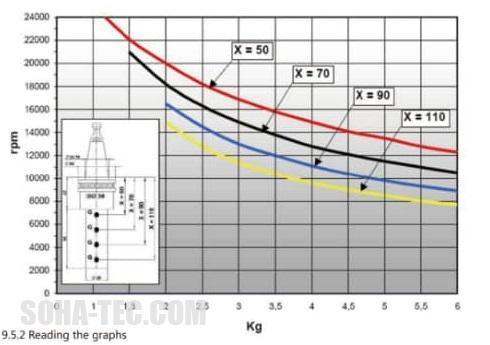
جهت تنظیم دور با سایز و وزن و طول ابزار از جدول زیر استفاده نمایید.
نصب اینورتر اسپیندل تولچنجر
بهتر است از اینورتر با توان یک رنج بالاتر استفاده کنید مثلا برای اسپیندل 6 کیلووات از اینورتر 7.5 استفاده کنید.
در خروجی اینورتر تا اسپیندل از هیچ کلید یا فیوزی استفاده نشود.
اینورتر در جهت مناسب در تابلو نصب شود و فضای خالی کافی در اطراف برای خنک شدن اینوتر وجود داشته باشد.
حتما کابل ارت را متصل کنید.
نکته:فن اسپیندل را بصورت مستقیم وصل نمایید ،یعنی فن در این نوع اسپیندل باید با روشن شدن دستگاه روشن باشدو پس از خاموش شدن اسپیندل هم روشن بماند.
پارامترهای اصلی در تنظیم اینورتر که مورد نیاز شما میباشند به ترتیب زیر تنظیم نمایید.
اینورتر را در مدVF قرار دهید.ماکزیمم فرکانس را هشتصد تعیین کنید.فرکانس بیس را 400 تنظیم نمایید.مینیمم فرکانس را بر روی صفر بگذارید.محل خواندن فرمان اینورتر را بر روی ترمینالها تنظیم کنید.ورودی آنالوگ صفر تا ده ولت را بیابید و به خروجی آنالوگ کنترلر متصل کنید(AI).فرمان استارت را بر روی ترمینالهای ورودی بیابید و به خروجی مربوط به اسپیندل در روی کنترلر متصل کنید(با استفاده از رله).کام و گروند آنالوگ را متصل کنید.
نکته:اسپیندل و فن دستگاه دارای دو بیمتال مجزا برای پیشگیری از دما دارند.این دو کلید را بصورت سری به امرژنسی کنترلر متصل کنید.
نصب پنوماتیک اسپیندل تولچنجر
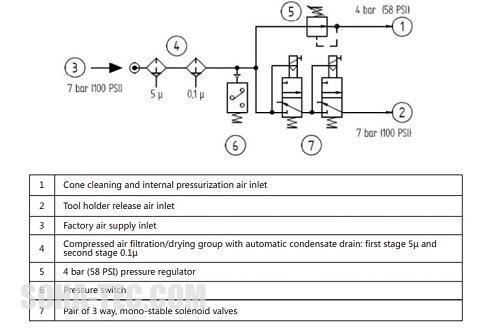
اسپیندل تولچنجر نیاز به دو شیر برقی برای راه اندازی دارد.یک شیر برقی را به فشار شش بار متصل کنید.از این فشار برای گرفتن کلمپ استفاده میشود.
نکته:به هیچ عنوان داخل گلویی اسپیندل را باد نگیرید.
از فشار چهار بار جهت نظافت داخل گلویی اسپیندل استفاده میگردد.
محل سوراخهای مشخص شده در نقشه باید آزاد و باز باشد.
منابع :
دانلود کاتالوگ اینورتر ای تک به زبان انگلیسی