جی کد (G-Code)
جی کد (G-Code) نام زبان برنامه نویسی قابل فهم برای ماشین های CNC (ماشین ابزارهای کنترل عددی) می باشد. این زبان برای برنامه ریزی ماشین آلات CNC جهت ساخت (تراش یا برش) قطعه کار استفاده می شود.
معرفی :
جی کد (G-Code) زبانی حروفی-عدد می باشد که دستورات اجرایی را به ماشین آلات CNC ارسال میکند. این دستورها به یک کنترل کننده ماشین منتقل می شود. که به موتورها می گوید کجا حرکت کنند. باچه سرعتی و در چه مسیری حرکت کنند.
این دستورات می تواند شامل :
- حرکت هریک از محورها
- توقف و حرکت اسپیندل و یا ابزار تراش و برش
- تعیین سرعت اسپیندل
- قطع و وصل شیر مایع خنک کننده
- تعیین مشخصات از جمله آفست از مرجع
- حرکت سریع و خرگوشی به نقطه ای خاص
- حرکت و پیشروی با سرعت مشخص در مسیری صاف یا دایره ای.
- تکرار عملیات
- گرفتن بازخورد از تجهیزات و سنسور ها
- و غیره
روند توسعه :
در ابتدا جی کد زبان برنامه نویسی بسیار ابتدایی بود. این زبان تنها میتوانست مسیری جهت اتصال دو نقطه در فضای سه بعدی را به ماشین بدهد. و فاقد فرامینی از قبیل حلقه تکرار، عملگرهای شرطی و متغییرها بود.
این ضعف ها باعث گردیده بود که بسیاری از سازندگان دستگاه های CNC از جمله زیمنس از رابط کاربری خود استفاده نمایند. برخی نیز با واسطه ای در پس زمینه برنامه خود از زبان جی کد استفاده می نمودند.
ضعفهای بزرگ این زبان برنامه نویسی موجب شده بود که جی کد به زبانی فراگیر تبدیل نگردد . اما به مرور و با افزوده شدن قابلیت های فوق و بروز رسانی های متعدد، به زبانهای برنامه نویسی سطح بالا نزدیک تر گردید.
این تغییرات موجب گردید سازندگان بزرگ از جمله زیمنس نیز به این زبان روی آورند.
لذا سازندگان فوق دسترسی به داده های PLC ماشین آلات خود را فراهم نمودند. از طرفی امکان کنترل و برنامه ریزی داده ها و ابزارهای ماشین آلات خود را نیز از طریق برنامه های NC مبتنی بر جی کد مهیا نمودند.
کد دهی در جی کد :
باید توجه داشت که نام این نرم زبان G-Code می باشد. اما این بدان معنی نیست که کلیه کدهای دستوری با G شروع می گردند.
در برنامه نویسی جی کد کدهای دستوری با حروف مختلف انگلیسی موجود می باشند. اما رایجترین و پرکاربردترین آنها G-Code و M-Code ها می باشند. این کدها به ترتیب با حروف G و M آغاز میگردند.
G-Code ها برای اکثر فرامین اجرایی ماشین بکار میروند. (مانند حرکت محورها)
M-Code ها معمولا جهت فرامین لحظه ای و قطع و وصل بکار میروند.
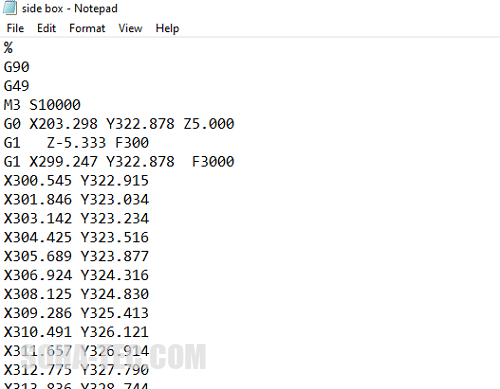
هر خط فرمان G-Code عموما بشکل زیر است :
G## X## Y## Z## F##
- در این فرمان عدد جلو G نشان دهنده نوع حرکت است . (G01 به معنی حرکت بصورت مستقیم به یک مختصات خاص است.)
- سپس مقادیر مختصات با X ، Y و Z مشخص می گردد.
- در نهایت مقدار F نشان دهنده سرعت حرکت می باشد. (این متغییر با توجه به نوع حرکت با حروف مختلفی ارائه می گردد.
چند مثال برای درک بهتر G-Code :
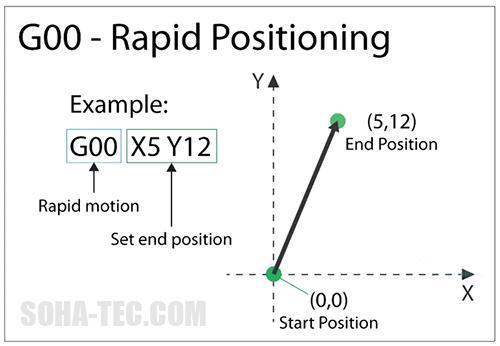
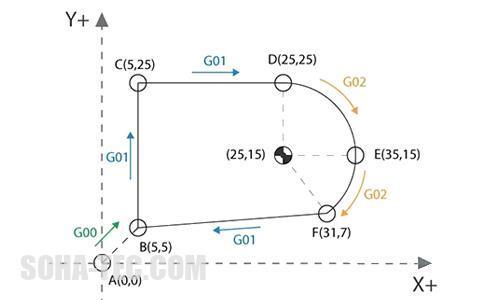
در مثال فوق G00 کد فراخوان حرکت خرگوشی می باشد. (حرکت سریع به مختصات تعیین شده) و دستگاه را طبق فلش مشکی هدایت می نماید. این فرمان برای موقعیت یابی استفاده می گردد.
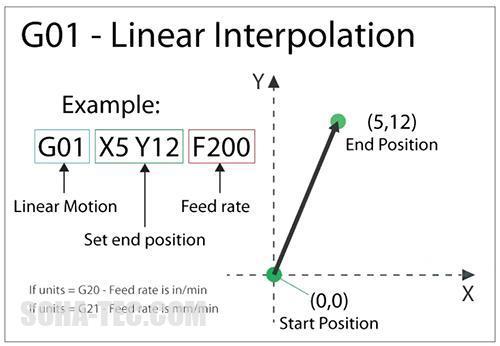
در شکل بالا فرمان G01 جهت ماشین کاری در راستای خط مستقیم به سمت مختصات داده شده و با سرعت 200 استفاده می گردد.
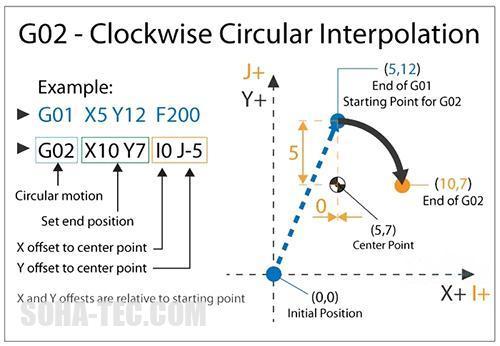
در شکل G02 فرمان چرخش شعاعی در جهت عقربه های ساعت می باشد. که محور را بصورت منحنی و به مقصد مختصات مشخص شده X و Y هدایت می کند. (دایره فوق به مرکزیت مختصات I و J نسبت به نقطه شروع این فرمان می باشد.)
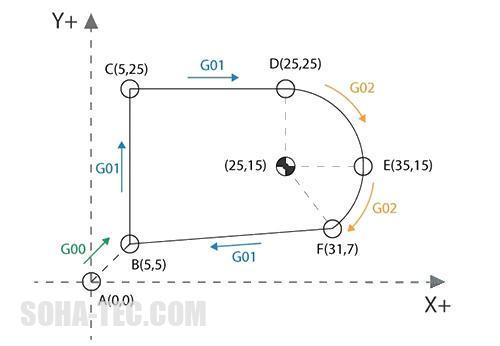
ترکیب فرامین ذکر شده در یک مثال
جهت هدایت دستگاه برای ایجاد شکل فوق نیاز به G-Code های زیر می باشد :
G00 X5 Y5 ;point B
G01 X0 Y20 F200 ;point C
G01 X20 Y0 ;point D
G02 X10 Y-10 I0 J-10 ;point E
G02 X-4 Y-8 I-10 J0 ;point F
G01 X-26 Y-2 ;point B
منابع :
مفید بود؟
0%
با امتیازدهی به مطالب به ما در بهبود سایت خود کمک نمایید.