نقطه صفر (Zero Point)
آنچه در این مطلب میخوانید
نمایش
نقطه صفر (Zero Point) در منابع مختلف به نامهای : Workpiece zero point، Work part zero point و نقطه صفر قطعه کار نیز شناخته می شود .
این نقطه بمنظور نشان دادن نقطه صفر قطعه کار و جهت شروع بکار عملیات ماشین کاری از آن نقطه مورد استفاده قرار می گیرد.
تعریف :
نقطه صفر (Zero Point) برعکس نقطه هوم که همیشه ثابت بود، توسط سازنده دستگاه تعیین می گردد.
- نقطه صفر کار ، نقطه ای غیر ثابت می باشد که در هر بار چیدمان قطعه کار بر روی میز CNC مجددا باید برنامه ریزی گردد .
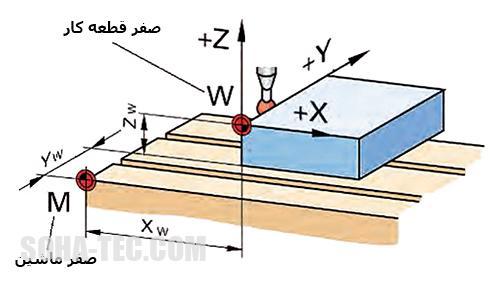
- این نقطه نمایش دهنده محل قرارگیری قطعه کار بر روی میز ماشین CNC می باشد و فاصله آن را، تا نقطه هوم یا مرجع نمایش می دهد.
- این نقطه نشان دهنده مختصات نقطه شروع کار بر روی قطعه کار می باشد .
محل نقطه صفر :
اپراتور دستگاه پس از فیکس کردن و بستن قطعات کار بر روی ماشین، باید با هدایت دستی محورهای دستگاه، نقطه مورد نظر را یافته و در نرم افزار کنترلر به عنوان نقطه صفر (Zero Point) تعریف نماید.
- طی این فرایند باید ابزار تراشکاری بر روی نقطه ای از قطعه کار قرار گیرد که در نقشه CAM شروع عملیات تراش از آن محل آغاز می گردد.
- تعیین نقطه صفر بر روی قطعه کار، معمولا برای قطعات دایره ای شکل در مرکز قطعه و برای قطعات مستطیل شکل در گوشه پایین – سمت چپ قطعه مورد نظر تعریف می گردد.
- در صورت عدم تعیین نقطه صفر، ماشین CNC عملیات خود را از نقطه هوم آغاز می نماید.
- تعداد نقاط صفر قابل تعریف نامحدود است .
- در مواردی که چند قطعه کار متفاوت بر روی دستگاه بسته می شود. برای هر قطعه کار نقطه صفر مجزایی قابل تعریف می باشد. که برای این منظور از آفست (offset) استفاده مینماییم .
استفاده از آفست (offset) :
آفست در ماشینهای CNC به عنوان سیستم مختصات کار یا به اختصار WCS (work coordinate system) نامیده می شود.
نحوه عملکرد آفست ها :
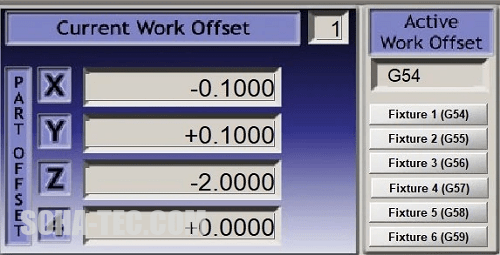
پنجره نمایشگر تنظیمات آفست ها در نرم افزار Mach3
- زمانی که بیش از یک قطعه کار بر روی میز CNC بسته می شود، برای تعریف نقاط صفر هر یک از قطعات نیاز به تعریف یک آفست داریم .
- در زمان نیاز هریک از جی کدهای مورد اشاره فراخوانده می شوند. و درنتیجه محورها به سمت موقعیت مورد نظر حرکت میکنند.
- موقعیت های آفست مختلف، معمولا دارای اعداد Gcode بین G54 تا G59 می باشند، که برای ارجاع ماشینکاری به قطعه مورد نظر، از این کدهای دستوری استفاده می گردد.
- در هر آفست موقعیت مکانی محور های X , Y , Z ، نسبت به نقطعه هوم درج گردیده است.
- در زمان فراخوان یک آفست ، محورها باتوجه موقیت فعلیشان نسبت به نقطه هوم و موقعیت آفست مورد درخواست ، به منطقه مورد نظر اعزام می گردند.
- کد G53 برای لغو برنامه آفست استفاده می گردد.
- در صورت اعمال کد فرمان G53 عملیات قبل کنسل و محورهای دستگاه به نقطه هوم منتقل می شوند و دستگاه برنامه خود را از این نقطه مرجع می کند.
منابع :
مفید بود؟
0%
با امتیازدهی به مطالب به ما در بهبود سایت خود کمک نمایید.