کنترل ارتفاع پلاسما( Torch Height Control ) THC

کنترل ارتفاع یک ابزار است که بر روی تورچ پلاسما یا محور Z نصب می شود و فاصله تورچ را با قطعه کار کنترل میکند. این کنترلر با توجه به خاصیت خازنی خود ارتفاع را سنجیده و با بالا و پایین بردن تورچ ارتفاع مورد نظر را حفظ می کند.
در دستگاه های CNC یکی از عوامل اصلی در کیفیت برش، تنظیم ارتفاع نازل محور Z نسبت به قطعه کار است کنترل ارتفاع پلاسما در دستگاه های CNC لیزر، پلاسما و هواگاز کاربرد دارد که ارتفاع را تا قطعه کار کنترل می کند.

در دستگاه های CNC قطعه کار ها معمولاً دارای ابعاد بالا هستند به همین علت وجود قوس و خم در سطح کار امری بدیهی است، همین قوس و خم ها در سطح کار سبب می شود ارتفاع نازل محور Z یا تورچ نسبت به سطح کار ثابت نبوده و نوسان داشته باشد. برای ثابت ماندن این فاصله از سیستم THC استفاده می شود.وجود این سیستم میتواند در کیفیت خروجی کار CNC نقش بسزایی داشته باشد.

عملکرد کنترل ارتفاع پلاسما :
عملکرد این مکانیسم به این شکل است که یک سیستم حلقه بسته وجود دارد که به صورت مداوم ارتفاع نازل را با سطح قطعه اندازه می گیرد و به سیستم کنترل فیدبک می دهد، سیستم کنترل با دریافت فیدبک، ارتفاع را هربار تنظیم میکند و این عملکرد در حلقه بارها و بارها تکرار می شود تا قطعه کار به درستی برشکاری شود.این سیستم ممکن است در سرعت های بالا به خوبی عمل نکند و پاسخ به موقعی برای تغییرات نداشته باشد اما در سیستمهای CNC که سرعت برشکاری چندان زیاد نیست و حرکت خطی محور Z به آهستگی صورت میگیرد و همچنین قوس ها و شیب های روی قطعه کار چندان شیب های تندی نیستند، سیستم کنترل ارتفاع پلاسما به خوبی پاسخگو خواهد بود.
مکانیزم تعیین ارتفاع تورچ تا سطح کار با روش هایمختلفی قابل انجام است. اما می توان گفت که بهترین روش کنترل ارتفاع ، روش رصد ولتاژ است.
ولتاژبرش مستقیم با ارتفاع بین مشعل و قطعه کار متناسب است. با افزایش فاصله، ولتاژ بیشتر می شود و بلعکس با کاهش فاصله ولتاژ کاهش می یابد. بنابر این به راحتی می توان نتیجه گرفت که ولتاژ برش پارامتری مناسب جهت سنجش فاصله می باشد و می توان از آن برای کنترل فاصله توقف مشعل استفاده نمود.
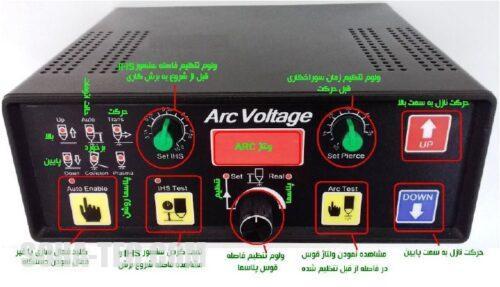
نام این روش کنترلی، (AVC (Arc Voltage Sensing یا سنجش ولتاژ قوس می باشد.
اما با توجه به حساسیت زیاد مدارهای الکتریکی به قوس الکتریکی و امکان آسیب آن . این مدارها باید از قوس الکتریکی دور بماند ، لذا وظیفه سنجش و رصد ولتاژ قوس الکتریکی به عهده سنسور بنام هال (Hall sensors) می باشد.
مراحل کاری جهت یک سوراخ کاری و برش مناسب با استفاده از کنترل ارتفاع پلاسما :
سورخکاری و برش با ارتفاع نامناسب ، تاثیر نامطلوب زیادی بر عمر تورج و همینطور کیفیت برش دارد.
لذا با کمک سیستم کنترل ارتفاع، مراحل زیر جهت تنظیم ارتفاع دقیق مشعل در ابتدای کار و در طی فرآیند برش ، انجام می پذیرد :
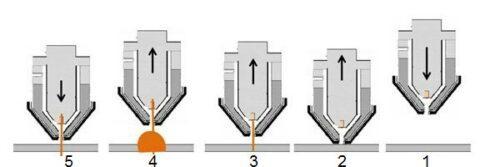
مراحل شروع به کار برش پلاسما با استفاده از کنترل ارتفاع اتوماتیک
- هنگامیکه دستور شرو برش از طریق دستگاه CNC صادر می گردد. کنترل کننده ارتفاع ، مشعل را به سمت پایین حرکت میدهد تا سطح را لمس کند. این عمل جت مشخص کردن سطح صفر انجام می گیرد. صفحه را میتوان از طریق مکانیسمهای متعددی حس کرد، که رایجترین آنها سنجش اهمی ، حسگر موتور / گشتاور یا ترکیبی از هر دو است.
- زمانیکه صفحه احساس شد، مشعل بسمت بالا (تا ارتفاع برنامه ریزی شده) حرکت می کند.
- قوس پلاسما شکل می گیرد و نقطه برخورد آن با صفحه شروع به ذوب شدن می کند.
- پس از گذشت اندکی زمان و با توجه به ضخامت صفحه، مقداری از فلزات مذاب در محل جمع می گردد. که مشعل باید در برابر آنها محافظت شود. بنابراین مشعل به سمت بالا و تا ارتفاع ایمن برنامه ریزی شده (جهت دوری از پاشش مواد مذاب) حرکت میکند.
- مواد مذاب، پس از ایجاد حفره اولیه از سمت دیگر ورقه به بیرون رانده می شوند و مشعل به ارتفاع برش برنامه ریزی شده برمیگردد. در ادامه مشعل با توجه به فرامین دستگاه CNC ، در همان ارتفاع مشخص به مسیر خود ادامه میدهد.
- در این مرحله نیز واحد THC ، بطور مداوم ولتاژ قوس را رصد کرده و به واحد کنترل اطلاع میدهد. در صورت ایجاد تغییر در فاصله ، واحد کنترل، ارتفاع را اصلاح کرده و مجدد با استفاده از فید بکهای دریافتی از واحد THC، از ارتفاع اصلاح شده اطمینان حاصل می کند.

ویژگی ها
سیستم های کنترل ارتفاع پلاسما باید ویژگی ها و مشخصات زیر را داشته باشند:
- کنترل ارتفاع اتومات
- مقاومت در برابر نویز
- ارسال فیدبک به سیستم کنترل دستگاه برش
- دارا بودن کنترل دستی
- قابلیت اندازه گیری ارتفاع اولیه ( IHS )
مراجع
اگر قصد خرید کنترل ارتفاع پلاسما دارید با ما تماس بگیرید.
دفترچه نصب كنترل ارتفاع پلاسما 1401
مفید بود؟
0%
با امتیازدهی به مطالب به ما در بهبود سایت خود کمک نمایید.