کرف یا افست (Kerf) :
کرف در واقع کم ترین عرض قابل برش است که به ضخامت ورق وابسته می باشد و باید در طراحی مورد توجه قرار گیرد. به عنوان مثال گوشههای بسیار تیز باید r ای حداقل معادل با کرف داشته باشد. بدیهی است که هر چه کرف دستگاه کمتر باشد قابلیت برش کانتورهای پیچیدهتر و دندههای ریز بیشتر می شود.منبع
کرف عرض شیاری است که درفرآیند برش ایجاد می شود. در گذشته از این عبارت برای توصیف مقدار چوب برداشته شده توسط اره استفاده می شد، زیرا دندانه های اره به طرفین خم هستند، به طوری که مواد بیشتری را نسبت به عرض خود تیغه اره جدا می کنند تا از گیر کردن تیغه اره در چوب جلوگیری کنند.
هنگامی که در مورد برش CNC با فرآیندهای برش معمولی صحبت می شود، کرف عرض موادی است که در فرآیند برش از قطعه کار حذف می شود.
در طول سالها شنیدهام که برخی افراد از این اصطلاح برای اشاره به زاویه لبه قطعه استفاده میکنند، اما این استفاده نادرست است. اندازه گیری پهنای کرف به وسیله “زاویه برش” در لبه قطعه تا حد زیادی اشتباه است، پس جهت هماهنگی بیشتر، کلمه “کرف” فقط باید زمانی که در مورد عرض برش واقعی صحبت می شود استفاده شود.
چرا عرض کرف مهم است؟
هنگام برش قطعات به وسیله یک دستگاه پلاسما یا لیزر CNC، شما می خواهید ابعاد قطعات برش خورده تا حد امکان با ابعاد نهایی مورد نظر نزدیک باشند. بنابراین، اگر یک قطعه مربع 6 در 6 اینچ مد نظر است و قوس پلاسما 0.200 اینچ از مواد را حذف کند، آنگاه قطعه حاصل 5.8 اینچ در 5.8 اینچ خواهد بود. بنابراین مسیر ابزار واقعی باید با 0.100 اینچ ، در تمام قسمت اطراف قطعه جبران شود.
بهجای برنامهریزی مجدد قطعه در ابعاد متفاوت، CNC به طور خودکار از این موضوع پشتیبانی می کند .نرم افزار مشخص می کند که در کدام جهت و به چه میزان باید افست شود. اکثر CNC های مدرن، مقدار واقعی کرف را می گیرند و به طور خودکار مسیر ابزار را با 2/1 این مقدار جبران می کنند، به طوری که محصول تمام شده بسیار نزدیک به ابعاد برنامه ریزی شده ایجاد می گردد. به همین دلیل است که مقدار kerf اغلب به عنوان ” Kerf offset” نامیده می شود.
مقدار کرف
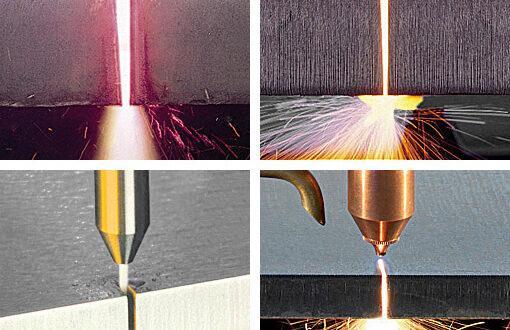
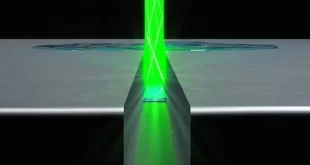
مقدار کرف برای هر فرآیند متفاوت است. هر فرآیند برش، مقدار متفاوتی از مواد یا کرف را حذف می کند. فرآیندهای دقیق تر، مانند واترجت و لیزر، مقدار کمتری کرف را حذف می کنند، که یکی از دلایل دقیق تر بودن آنهاست! یک مثال برای فولاد نرم ضخیم 1/2 اینچی در اینجا آورده شده است.
پهنای افست معمولی برای C.S ضخامت 1/2 اینچ :
- پلاسما: 0.150 اینچ
- سوخت گاز اکسیژن : 0.045 اینچ
- واترجت: 0.035 اینچ
- لیزر: 0.025 اینچ
البته با افزایش ضخامت مواد، برای برش آن به قدرت بیشتری نیاز است. در مورد پلاسما، این به معنای جریان بیشتر و نازل بزرگتر است. در لیزر قدرت را افزایش می دهد. برش با سوخت اکسیژن از یک نازل بزرگتر با جریان اکسیژن برش گسترده تر و پیشگرم های داغتر استفاده می کند. واترجت از ترکیب نازل/روزنه بزرگتر یا سرعت برش کمتر استفاده می کند. صرف نظر از فرآیند، با ضخیم تر شدن صفحه، کرف پهن تر می شود.
در هر فرآیند نیز تغییرات دیگری نیز وجود دارد. به عنوان مثال، هنگام برش پلاسما، عرض واقعی کرف نه تنها به جریان برش، بلکه به ارتفاع مشعل، سرعت و تنظیمات گاز نیز بستگی دارد.
نحوه تنظیم افست کرف
افست به طور سنتی توسط اپراتور دستگاه در CNC تنظیم می شود. قبل از اجرای یک برنامه، اپراتور باید عرض کرف را وارد کند تا CNC بتواند مسیر واقعی ابزار مورد نیاز برای برش قطعه را به ابعاد صحیح محاسبه کند.
کنترلهای مدرن برش حرارتی و دستگاه واترجت مقدار عرض کرف در برنامه قطعه را لحاظ میکنند .یا از یک دیتا سنتر مقادیر موجود در CNC را فراخوانی میکنند. به این ترتیب کار را برای اپراتورها بسیار آسانتر میکنند، زیرا آنها نیازی به جستجوی مقادیر برای هر نوع ماده و ضخامتی که برش میدهند ندارند. بلکه آنها به سادگی نوع و ضخامت مواد را انتخاب میکنند، سپس CNC همه متغیرهای فرآیند را در دیتا سنتر جستجو میکند.
مفید بود؟
0%
با امتیازدهی به مطالب به ما در بهبود سایت خود کمک نمایید.


2 نظر
تعقيب: استاندارد نازل هوا برش - soha tech cnc
تعقيب: آموزش پرونست ششم:ستینگ یا تنظیمات پرونست - سها